最全雙頭鋸知識
字體大?��。?/em>小中大
1)OYT-五軸數控雙頭鋸:切割鋸的機臺轉動和鋸片傾斜�����,能實現(xiàn)各種復合角度的切割;工作臺擺角范圍22.5°~135°�����,鋸片擺角45°~90°�,實現(xiàn)復合任意角度加工,可以滿足異形材料角度加工;配備600mm硬質合金鋸片�����。2)OYT-重型雙頭鋸:鋸片可擺角45°或90°���,滿足絕大部分材料切角要求�;配備500/600mm硬質合金鋸片���。3)OYT-內擺45°精密雙頭鋸:切割角度設計為專業(yè)45°�,滿足高精度鋸切拼角加工要求�,可實現(xiàn)無縫拼角;配備500~600mm硬質合金鋸片�����。4)OYT-直推式90°精密雙頭鋸:切割角度設計為專業(yè)90°�����,滿足高精度鋸切加工要求����;配備500/600mm硬質合金鋸片����。5)OYT-三軸數控雙頭鋸:鋸片擺角22.5°~135°�,滿足陽光房、幕墻料任意角切割要求�����,配備500/600mm硬質合金鋸片���。
1)機床如果安裝在混凝土地面的廠房使用,不必做專用基礎����,先將機床腿上的10個調整螺絲支好,再將機床調成水平��,緊固調整螺絲的鎖緊螺母����,機床即可使用。2)機床的氣源最低壓力不小于0.6mpa,才能使機床正常工作����,額定壓力要保持在0.6~0.8mpa之間,氣源的引入可使用內徑8mm的氣管接牢在機床的氣源二聯(lián)體接口處。3)機床使用380V三相電源����,引入導線截面不低于4mm2 ,機床要進行可靠接地�����。1)工作臺面上裝有雙向夾緊裝置���,由氣缸帶動����,可實現(xiàn)工件的可靠夾緊����,右工作臺后面裝有托料架,還有兩個輔助可移動的托料架�,可以滿足不同規(guī)格的型材上料及切割。2)機床的設計充分注意到工作時的安全�����,鋸頭運動部分全部罩在緊固的安全罩內��,控制系統(tǒng)設有雙手操作安全控制。我們可以透過安全罩上的玻璃�����,看到里面的鋸片加工情況�。3)機床除了做雙鋸片同時切割外,還可以用單鋸片進行切割�����,這主要用于超過雙鋸切割范圍時的下料�,需分兩次切割����。操作面板上裝有兩個電機啟動按鈕,按任意一個按鈕�,相應的鋸片電機轉動,壓料后按啟動按鈕��,電機啟動的一邊開始進刀��,兩邊的電機都啟動���,則兩邊同時進刀��。4)數控機床還具有切割角碼功能����,可切割3mm以上的各種角碼,切割可實現(xiàn)自動送料���。1)機床的床身選用低碳鋼板焊接而成����,內部布有加強筋板�,焊接后經過退火消應力處理,保證了床身有足夠的剛性及穩(wěn)定性����。床身上裝有直線度很好的研磨導軌,從而保證右臺運動的直線度要求�����。2)為了保證鋸片的切割角度�����,鋸片的擺角位置在出廠前已經調節(jié)固定好�。3)機床的鋸片切割工件的進給運動�,是由氣液阻尼缸拉動擺臂向上進刀�����,擺臂座固定在工作臺板后面���,氣液阻尼缸從后面拉動鋸片實現(xiàn)進給����。這種阻尼缸在進給時可無級調速�,切削過程中不受外力影響速度,并具有返回時快速返回的功能�����。4)機床的主要運動部件均為鑄造而成�,退火消除應力后再精加工�,有效的保證了機床精度、穩(wěn)定性��。1)調整壓料氣缸的位置:把工件放在工作臺上后����,水平夾緊氣缸調至行程最佳位置���,同時上下調至型材中性線位置;垂直氣缸的調整也應調至型材的中性線位置�����,上下調至行程最佳位置����,以便能夠更好的夾緊材料。2)機床的操作程序:開機前應先檢查阻尼缸中的油位是否處于缸體高度的1/3處���,如果不夠���,則應先加46號液壓油;再檢查各部件是否有松動現(xiàn)象�����,如有松動�����,則應緊固����;檢查工作臺面是否干凈����,再開機工作��,先按下電機啟動按鈕�����,使鋸片電機啟動�,按下壓料按鈕,使工件夾緊���,確認無誤后雙手離開工作臺面�,進刀方式分為手動模式和自動模式兩種:把手動自動旋鈕旋轉到左邊���,執(zhí)行手動模式,雙手同時按住兩個啟動按鈕�����,安全護罩關閉�����,鋸片開始進行工件切割,松開任一按鈕��,鋸片自動退回����,護罩打開,退回到位后自動松料����。把手動自動旋鈕旋轉到右邊,執(zhí)行自動模式�����,按一下任一啟動按鈕��,安全護罩關閉��,鋸片開始自動進行工件切割��,切割到位后自動退回�,打開護罩,退回到位后自動松料。3)進給速度的調節(jié):在上述的切割過程中��,如果覺得鋸片的切割速度不合適時��,可調節(jié)氣液阻尼缸上的節(jié)流閥��,得到所需要的進給速度��。1)機床的主軸潤滑采用中號鋰基潤滑脂��,機床的在裝配的時候已加入����,機床正常使用時,每工作半年補充一次����。補充方法:打開機床罩蓋,通過螺旋油杯旋入���。2)氣液阻尼缸內的油面應該保持在缸體的1/3處��,如果不夠�,應及時添加46號液壓油�����。3)機床要經常保持清潔����,每個工作班后要及時清潔切屑,擦去導軌及機床表現(xiàn)的灰塵及切屑�,導軌本來已添加有手動潤滑泵,每星期要定期潤滑導軌�。4)鋸片在使用一段時間后,應拆下進行刃磨�,以保持鋸片刃部鋒利,若有損壞或刃部磨損嚴重�����,應予以更換��,拆卸鋸片時��,附件箱中備有專用扳手�,鋸片專用扳手施力方向與鋸片鋸切方向相同時為松開螺母,反之為鎖緊螺母���。1)機床在工作時��,工作人員絕對不能靠近鋸片���,以免發(fā)生人身事故����。2)機床接線時應該接地并加裝漏電保護器��,機床附近最好不要使用其他用電設備例如電焊機等�����,若有則應離開至少10米以上以防干擾�����,機床使用的電壓范圍為三相交流電380V�����,50HZ��。3)開機工作前�����,必須進行機床的長度回零,即按一下復位按鍵�,右臺自動回原點,然后開始工作���,在工作的過程中如果經常按下急停按鈕,或者手動操作比較多導致長度不準時也必須執(zhí)行長度回零���。4)在切割材料時一定要有噴油來進行鋸片冷卻����,如果沒有冷卻液請及時添加冷卻液(冷卻液可以選用鋸齒油或者按照7:3的液壓油和柴油的混合)���,否則容易損壞鋸片����,減短鋸片的使用壽命��。5)當長時間不使用機床時����,一定要保證將機床總電源關閉,以延長伺服電機及其他電氣元件的使用壽命�����。6)機器在下班關機前,請把鋸片擺回90度的位置����,防止鋸片鋼板變形,以便更好的保護鋸片����。1)機器角度有問題時,首先我們要看是90度有問題還是45度有問題��。如果是90度有問題��,我們就先把鋸片擺到45度方向�,然后松開角度調節(jié)螺栓上面的螺母,如果是角度大了���,就把螺栓順時針扭進去一點點���,然后鎖緊螺母,再擺回90度重新試切一刀����;如果是角度小了���,則逆時針扭出來一點點螺栓然后再來鎖緊螺母,一直試到角度剛剛好����。同樣的原理,如果是45度有問題時��,則把鋸片擺到90度的位置����,來調節(jié)45度的螺栓��,45度小了�����,則把螺栓逆時針扭出來一點點���,如果是角度大了�����,則順時針扭進去一點點���,然后再來試切�。A���、一般情況下�����,切割長度不對的時候����,我們應該選擇復位�,讓機床自動原點,然后再來重新定位進行切割��。 B�����、復位后重新定位切割出來的長度還是有問題��,那就得去校正參數了����,首先選擇復位���,回零后切一刀,測出來現(xiàn)在的長度是多少���?如果和我們設置的長度基準不一致�����,那么我們就把這個長度輸入到我們的長度基準中去����。這時候再去重新定位��,試切���。C、如果校正基準后����,切割長度還是有問題,那么就得去校正長度脈沖當量了��,我們一般根據以下公式來計算脈沖當量:通過以上的公式�,把相應的數值代進去���,計算出新的脈沖當量,輸入到長度脈沖當量中�����,然后再去試切��,如果還有誤差��,再去重新算一次���,通過以上方法校正后��,長度不會再有問題����。1)重復定位長度差:型材外形尺寸精度差��;鋸片平面度差�;2)角度差:型材外形尺寸精度差;裝卡問題;鋸片本身角度有問題����;3)平面度差:裝卡有問題�;鋸片進給速度太快�;鋸片太鈍;4)鋸切時崩料:裝卡不緊�;進給太快;型材太脆�����;鋸片齒形選擇不對����;鋸片太鈍;5)鋸片進給爬行:進刀氣液缸中有空氣�����;儲油缸內油位低���,需加液壓油;6)打開總電源后�����,所有動作沒有反應:檢查急停按鈕是否被按下;檢查面板上是否有電源���;7)右機臺不能移動:看屏幕左上方是否有彈出報警提示�;急停是否被按下�;是否觸發(fā)限位;8)電機不啟動:檢查電機啟動按鈕指示燈是否有亮起����;檢查熱繼電器是否跳閘;檢查是否電機故障���;9)鋸片不轉電機在轉:檢查皮帶���,皮帶斷了,更換皮帶�����;10)鋸片不進刀:檢查進刀氣缸上面的進刀原位的磁性開關是否正常亮燈����;檢查電磁閥是否正常;11)進刀到位后不退刀:檢查進刀氣缸上的進刀到位磁性開關是否有觸發(fā)�,沒有的話調整進刀到位的磁性開關����;12)擺角不到位:檢查氣源氣壓是否在0.6以上��;調節(jié)擺角氣缸上面的節(jié)流閥��;檢查鎖緊氣缸在擺角的時候是否有打開�����;
更新日期:2020-09-16
亚洲精品人妻中文字幕在线|
久久亚洲愉拍国产自|
亚洲人成综合|
香蕉丝袜美女高潮毛片|
一级欧美一级日韩视频|
二人剧烈运动扑克网站真实|
国产剧情一区二区在线观看|
亚洲AV黄片污污在线观看国产|
午夜毛片免费|
精品亚洲高清Av一区二区三|
亚洲五月丁香综合视频|
91短视频版在线观看免费大全|
日韩一级欧美一级在线电影|
亚洲黄色录像网站|
天堂v无码免费视频|
无码初裸写真系列OàE|
午夜在线观看视频免费嫩草|
差差差很疼无限在线观看|
亚洲A v日韩A ⅴ无码色老头|
亚洲欧美动漫精品|
奶头挺立呻吟高潮视频视频
|
国产直播不卡二区|
特级婬片裸体免费看|
国产成人无码精品久久久影院|
久久精品国产亚洲七七|
国产一级做?爰片久久毛片野外|
国产片在线免费观看|
欧美成在线观看|
中文少妇亚洲精品|
亚洲AV性色一区二区三区|
日本三级制服丝袜|
日韩精品一区二区免费看|
欧美精品少妇XXXXX喷水|
美女美裸体视频18国产免费|
人人爽人人爽人人片A∨不卡|
亚洲高清无码黄免费|
中国精品一级毛片免费播放性色AV网站
|
中文字幕欧美一级|
一级无码专区|
无码视频在线播放一二三区|
一区二区伊人久久大杳蕉|
日本三级中文字幕久久久|
国产麻豆超碰av|
h无码精品动漫在线观看|
丁香五月婷婷五月天激情综合电影
|
京东热一区二区三区免费视频|
亚洲欧美日韩国产首页|
国产精品丝袜无码视频|
污污网站免费网址|
欧美 亚洲 自拍 日韩 在线|
午夜精品男女毛片|
亚洲αv日韩αv永久无码久久|
国产无矿码直接进入|
少妇无码av无码专业区|
无码日韩做暖暖大全免费不卡|
午夜男女国产在线观看|
国产精品欧美高潮|
狠狠躁夜夜躁人人爽超碰3|
日本极品在线一区二区|
刘玥亚洲一区国产|
(凹凸影业)欧美日韩加勒比精品一区
|
国产综合区久久久久|
人妻爽夜夜爽精品|
亚洲处破女A片第一次体验|
国产欧美另类久久久精品91|
欧美老妇与小伙子性生交|
五月婷六月丁|
一区二区三区3d动漫无码精品|
91秦先生在线视频|
每天鲁一鲁精品国产|
国产成人片视频一区二区
|
蜜臀久久99精品久久久久久小說
|
2021最新国产精品|
精品一卡三卡四区一卡三卡|
亚洲国产黄色一区|
精品网波多野亚洲综合福利|
粗大猛烈进出白浆直流在线观看|
成人不卡无码国产在线看片|
欧美日韩国产码高清手机在线|
日韩超清极品无码|
玖玖免费视频在线观看|
色色色无码免费观看|
久久亚洲欧美综合|
无码人妻av一区二区|
继夫开荤粗肉hhhh|
国产视频一区二区在线|
女人毛片免费观看|
在线观看无码免费三级|
av免费成人在线观看|
国产成人精品无码免费播|
sikuav私库免费播放|
人善交VIDE欧美|
成人不卡无码国产在线看片|
日本高清在线3344www|
大炕上和亲亲公的乱睡|
国产精品日韩av在线|
久久网这里只有精品|
亚洲国产欧美日韩欧美|
亚洲高清无码一区二区三区四区|
国产精品久久久久久av下载|
久久综合电影|
亚洲成人日韩精品|
无码精品加勒比视频|
免费视频在线色中文|
五月情视频在线观看|
久久久精品强暴视频|
无套高潮白浆大日本久久|
国产午夜无码精品免费看浪潮|
久久久美女视频|
最近2019免费中文字幕6|
麻豆国产av偷闻女邻居内裤被|
天天爽夜夜爽精品视频一|
四虎永久在线精品免费观看地址|
国产尤物视频yw193|
美女啪啪啪高潮视频|
少妇高潮喷水下面的毛|
国产一区2区3区4区|
啊灬啊灬啊灬快灬水多多游戏特色
|
一区二区三区电影乱码在线观看|
久久精品国产色综合|
三级精品欧美少妇|
中文字幕视频一区在线|
国产三级交换夫妻电影|
国产精品丝袜无码视频|
国产探花电影院在线观看|
免费黄色大片网站|
久久免费观看黄色短片|
国产AⅤ福利久久精品can麻豆|
中文字幕久久伊人|
男人女人免费啪啪无遮挡|
香港日本三级亚洲三级|
中日韩成人免费精品一二三区|
亚洲区欧美区国产区在线|
98超级碰碰人人妻|
熟女熟妇视频500部|
性饥渴少妇aV无码毛片|
亚洲AV日韩AV中文在线免费观看日韩
|
国产激情福利|
在線觀看日本免費不卡|
国产女人乱子对白av片
|
少妇放荡白洁干柴烈火40视频|
日本免费成人综合|
日本高清免费观看完整版|
无码国产精品一区视频免费|
日本国产字幕一区|
久久影视欧美高清|
五月婷婷久久精品|
日韩精品在线影院|
日本国产精品女孩一区二区三区|
97人妻无码免费在线视频|
亚洲国产黄色一区|
国产福利在线观看ktv|
久久久久久精品免费免费英国|
狠狠欧美欧美一级性生活|
国产精品亚洲综合欧美|
国产精品极品泡泡浴在线观看|
亚洲综合精品看片|
酒店隔音不好一直叫|
亚洲v欧美v国产v日韩v妖精|
看片软件免费下载app国产精品3p视频|
亚洲亚洲人成综合网站99|
日本真人做人试看60分钟|
久久久国产精品毛片|
2020国精品夜夜天天人人|
日本亚洲国产中文|
国产精品日韩av在线
|
九九精品插国产视频|
午夜不卡亚洲视频|
女女车车的车车网站入口|
在线观看国产不卡|
一级成色好的y31s标准版|
惠民福利国产成人AⅤ片在线观看免费|
日本欧美在线网红国产|
国产特一级淫片|
中文字幕嫩草|
美女被靠视频免费网站不需要会员|
亚洲精品手机在线影院|
国产黄aaaaa小视频看看|
996免费视频国产在线播放|
国产一区二区三区无码动漫|
国产精品偷伦视频免费观看了密臂
|
含着她的花蒂咬到高潮|
精品亚叫av无码一区二区三区|
久久人人97超碰A片
|
国产成人精品婷婷|
成人久久久久毛片|
张丽成人A片在线观看|
丰满人妻帐篷内中文字幕|
国模福利视频三级欧美九九|
日本韩国高清中文字幕免费|
激情亚洲欧美一区二区三区
|
高国产一级黄色大片播放|
免费久久精品国产欧洲久久|
1024在线视频精品观看|
色妞一级视频久久久|
成人久久久久|
在线观看高清免费观看|
亚洲精品国产综合久久一线麻豆
|
国产青年gay同男视频网站|
久久AV无码专区 狠狠|
国产成人片视频一区二区|
精品国产欧美在线|
中文字幕不卡乱人伦在线观看|
日本中文字幕一區二區三區不卡|
欧美日韩国产综合色|
久久亚洲高清国产|
中国大陆一级毛片免费|
国产A V无码一区二区二三区J|
十大免费网站黄视频app|
亚洲日本中文电影在线观看|
国产精品亚洲专区在线提放|
糖心logo官网在线|
久久九九久久精品|
免费看美女%100隐私部位
|
中文字幕一本精品在线|
人善交VIDE欧美|
国产日韩欧美一区二区综合在线|
国产精品午夜福利六区|
欧美日韩视频在线第一区二区三区|
深夜看片下载|
韩国精品三级bd高清中字|
日本国产精品二区|
人人爱人人拍av|
蜜汁AV无码国产|
扒开女人下面使劲桶动态图|
国产三级交换夫妻电影|
白嫩小受男同GV|
无码中文亚洲高清|
亚洲欧美日本成人|
女性自慰网站免费观看|
毛茸茸老妇女bbwββwbbwbb|
日韩免费高清一级毛片久久|
亚洲一区二区91|
午夜av激情久久|
国模冰冰大胆张开双腿|
久久综合 久久鬼色|
国产精品高清第二页|
国产午夜精品三区|
亚洲天堂黄色在线观看|
精品人妻一二三四|
亚洲无码性爱|
888午夜不卡理论久久另类
|
亚洲高清福利在线观看|
亚洲一区电影在线观看亚洲国产免费
|
精品国产一区二区三区mp4|
2018精品视频自拍|
国内久久精品毛片|
成熟女人牲交片免费|
亚洲人视频免费在线观看|
精品国产91麻豆免费观看|
最近免费中文字幕大全免费版视频|
国产色网色网视频一区|
视频一区美女亚洲制服|
99久久亚洲综合精品网站老司机|
另类图区五月天狠狠|
真实国产乱XXXⅩ在线|
国产噜噜噜久久久久久|
亚洲欧美黄色片|
日韩欧美电影在线|
久久国产欧美一区二区|
免费看美女%100隐私部位
|
在线三级片导航|
最近2019免费中文字幕6|
九九99久久精品国产|
欧美亚洲国产第一精品久久|
免费久久精品国产欧洲久久
|
草的很爽免费视频|
亚洲一区电影在线观看亚洲国产免费|
国产无你高清在线观看AⅤ|
亚亚洲精品国产现拍在线
|
伊人成伊人成综合网222|
少妇放荡精品导航|
国产精品爽黄69天堂A片|
国产极品久久久久久久久|
国产三级精品天天在线专区|
cao我屁免费视频在线观看动态|
国产视频尤物网在线|
成人久久久久毛片|
搡老熟女国产中国熟女麒麟|
97SE综合亚洲影院|
五月激情婷婷开心五月激情|
蜜臀精品一区二区三区在线播放|
亚洲欧美日韩理论片|
亚洲视频在线黄色|
日产国产精品日韩精品乱码av
|
精品一区二区乱码在线|
经典三级无码|
91城中村在线精品|
公办室系办系奷系奷系|
中国免费高清视频在线观看|
亚洲人妻在线视频最新|
丰满少妇2中文在线观看|
亚洲欧美suv精品在线播放视频在线|
日韩一区二区精品蜜桃视频|
啊灬啊灬啊灬快灬水多多游戏特色|
中文少妇亚洲精品|
日韩精品无码一区二区视频
|
色播五月婷婷|
亚洲性爱自拍视频|
动漫成a人片在线观看无码|
四虎www成人影院|
国产91精品电影|
欧美激情免费在线一区|
亚洲精品国产妇女成人Av在线|
国产成人欧美在线免费|
久久男人AⅤ资源网站无码|
午夜性爽视频男人的天堂在线|
国产1级在线视频网站免费|
又疼又叫软件免费下载|
三年片在线观看免费播放|
欧产日产国产精品毛片|
丝袜亚洲综合|
欧美一区不卡|
囯产女人毛片在线|
91无码人妻一区二区三区免费
|
亚洲中字幕日产不卡顿|
户外露出一区二区三区免费|
国产精品区二区三|
2020国产精品免费视频色拍拍
|
好大好硬好湿再深一点网站|
一区二区三区免费久久精品|
久久久久狠狠高潮亚洲精品|
欧美一区2区三区4区公司|
亚洲欧美日韩精品一|
爱爱好爽好湿好深好视频网站|
欧美成人性生活视频精品网|
成人特级毛片|
97综合久久久精品一区二区|
国产免费午夜A无码ⅴ视频|
亚洲欧美一级|
xxx日本在线观看|
成人国产一区二区三区精品午夜|
日本亚洲欧美国产电影在线观看|
亚洲成人日韩精品|
欧美亚洲中文字幕另类综合在线|
在线萝福利莉视频网站|
日韩AV区在线观看|
免费毛片a在线观看手机|
加勒比无码人妻东京热|
国产精品广西柳州莫菁泽译网|
国产成a人片在线观看视频下载|
欧美.日韩.国产一区.二区|
成人在线免费高清视频|
国产a级一级久久三级片|
亚洲欧美日韩一区|
人与性口牲恔配视频免费观看
|
免费 无码 国产在线9|
午夜在线免费电影|
四虎家庭影院|
午夜免费男女高潮啪啪|
野战正规军国产主播在线|
亚洲欧美人精品高清|
亚洲一级片手机在线电影观看|
日韩美女三级视频|
亚洲av一级毛片|
手机AV天堂永久资源网|
草莓视频在线观看污|
一二三四视频社区3在线高清|
中文字幕一本精品在线|
精品国产三级AV一区二区三区|
日韩精品主播一区二区|
99国产福利视频区|
91成人网在线观看免费最新网站|
一区二区三区四区五区无码|
国产三区在线观看|
久久精品人人爽人人爽百度百度
|
久久精品国产AV天堂隔壁老王|
精品国产午夜观看|
惠民福利国产精品亚洲精品日韩|
最新日韩中文字幕网址|
欧美精品字幕一区|
小和尚把荫蒂添的好舒电影|
久久精品国产72国产精#|
国产免费永久观看|
国产手机在线观看一区|
亚洲欧美日韩国产先锋影音|
熟妇无码爱v在线观|
男女性爱视频国产精品
|
91无码人妻丰满熟妇区社区在线|
亚洲www永久成人网站|
我半夜摸睡着的妺妺下面好爽|
亚洲欧美日韩一区二区综合国产|
亚洲精品国产自在久久出水|
国产第一页国产综合第一页|
亚洲区欧美区国产亚洲一区二区三区在线|
成人无码AⅤ免费视频app|
尤物精品视频无码福利网|
亚洲强奸视频的网站|
20款禁用软件app下载网站|
日韩av电影免费在线播放|
成人区亚洲区无码区在线点播|
国产人在线成免费无码|
小说区亚洲自拍另类|
92av高清在线观看|
国产强奷女警在线播放|
成人偷窥精品国产|
五月天影院丰满熟妞区|
在线观看av免费黄片|
人人人澡人人肉久久精品|
欧美一区二区三区电影院|
色妞一级视频久久久|
女人18毛片a级毛片69tang|
色噜噜色偷偷|
光棍影院2017最新版在线手机|
国产91在线欧美无砖专区|
亚洲AV乱码一区二区三区蜜柚|
失禁~顶弄play触手play文|
午夜福利视频秘 蜜芽|
精品黄色高清网站|
国产强伦姧在线看无码|
国产精品jvid一区二区三区|
玩同事少妇不带套视频|
亚洲欧美日韩精品中文网|
看电影来5566一区.二区|
欧美日韩高清第一第二=|
久99爱精品在线观看|
国产青榴社区视频在线观看
|
亚洲av无码国产精品久久网|
亚洲强奸视频的网站|
91国偷自产中文字幕婷婷在线不卡一区二区三区
|
中文字幕在线无码
|
在线观看无码免费三级
|
水蜜桃成视频人APP在线观看|
99久久免費國產精品|
日本一本二本三区高清视频|
精品久久久久中文字幕网|
精品网波多野亚洲综合福利|
久久久美女视频|
国产尤物视频yw193|
成人a级毛片免费看|
国产成人久久一区二区三区a|
精品少妇高潮蜜臀aⅤ|
国产伦精品一区二区三区视频孕妇
|
久久99精品國產麻豆不卡|
亚洲AV一区二区三区四区|
日韩福利网站|
一区二区三区+视频|
中文字幕视频一区在线|
777米奇色狠狠俺去啦奇米77|
一级特黄AAAAA片免费|
99久久人妻无码精品系列鲁一鲁
|
国产一级毛片高清国语|
午夜亚洲一级A毛片|
无码专区无码专区www|
欧美videosex性欧美成人|
国产福利一区二区不卡互动交流|
久久人人人人做人人玩人人视频
|
久久久久久九九精品久小说|
精品欧美亚洲国产|
麻烦扒开free免费熟女台湾SWAG双飞
|
成人毛片在线免费在线观看|
久久精品免费观看。|
麻豆国产成人AV|
人人天天大胆精品视频|
精品无码免费人妻夜多侵犯av|
九九精品插国产视频|
九九热精品国产|
精品国产91亚洲一区|
国产A级毛片久久久精品毛片|
欧美顶级情欲片xxxxx|
男人的天堂网页|
被体育生狂c躁到高潮失禁漫画
|
精品囯产成人国产在线观看|
久久久久久91亚州精品中文字幕|
精品日本免费亚洲|
国产影视乱伦三级|
国产午夜成人免费一区|
免费看久久福利电影|
毛a毛片在线免费观看|
丰满熟妇岳av无码区|
公交車倫流澡到高潮hnp電影|
亚洲强奸视频的网站|
亚洲欧美激情在线一区|
国产夫妻自拍一级片|
午夜电影在线观看无码专区|
97人妻无码免费在线视频|
欧美一级高潮喷水A片|
亚洲糸列在线2024国产最新在线不卡|
久久天天躁狠狠躁夜夜躁2012|
欧美一区2区三区4区公司|
久热精品男人的天堂在线视频|
国产日韩综合无码精品|
国产精品hd在线播放|
亚洲欧美日韩一区|
特级婬片a片aaa毛片aa做头|
天天鲁天天爱天天鲁天天|
jzzjzzjzz亚洲成熟少妇|
免费一区二区永久性生活视频|
欧美三级HD激情中文字幕|
精品成品国色天香卡一卡三|
又黄又爽又色的视频九九视频
|
色妞一级视频久久久|
被强到爽的邻居人妻完整版|
日本一級片黃色一級片黃色一級片
|
亚洲 欧美 另类 制服|
免费无遮挡无码视频网站|
中文字幕日韩wm二在线看|
成人区亚洲区无码区在线点播
|
国产偷人视频免费无码|
日产国产精品99久久久久久|
特色一及黄片免费看|
欧美日韩亚洲无线在码|
亚洲乱妇亚洲乱妇xinglu44|
春水堂视频成人app|
久久久无码精品喷水va成人专区|
日产日产福利欧美|
一级欧美一级日韩视频|
性色精品視頻網站在線觀看|
大全AV网站在线播放|
久久成人午夜亚洲一区网站|
无码无卡高上清免费视频a级|
国产亚洲精品成人爽|
人妻爽夜夜爽精品|
八戒影视小草国产在线播放
|
无码人妻一区二区三区免费看|
欧美一中国特黄激情免费看|
久久99精品成人网站免费看|
欧美精品口爆一区二区|
在线观看国产久青草|
大香亚洲性感成人小说|
中文国产成人精品久久一区|
亚洲专区久久久国产精品|
久久亚洲精品无码网站|
夜夜躁日日躁狠狠|
韩国精品一区二区三区四区|
人碰人碰人成免费视频播放|
久久人妻av不卡中文字幕|
亚洲 欧美 精品 中文|
在线看片ab中文字幕|
制服丝袜 天堂|
亚洲高清无码黄免费|
伊人成伊人成综合网222|
人妻少妇久久中文字幕一区二区麻豆
|
亚洲区二区三区无码中文字幕|
国产无码一区二区在线观看|
精品国产产一区二区三区久久|
黄金网站APP免费视频大全|
国产一区风间由美在线观看|
午夜在线视频精品|
久久免费视频性爱|
欧美黑寡妇一级aa片在线播放|
大榴莲导航97人操人人干|
国产精品女人与拘|
午夜免费福利欧美性爱一区二区|
亚洲AAA级无码免费|
欧美A一级成人片|
亚洲激情欧美|
尤物视频网在线观看|
天堂精品网站免费观看国产|
免费看美女%100隐私部位|
国产乱人伦AV在线无码|
另类亚洲小说图片综合区|
美女av不卡在线下载|
日韩美女三级视频|
无码专区无码专区www|
亚洲九九久久国产视频精品|
国产成人无码A区|
国产69视频亚洲大尺度视频|
影音先锋每日最新AV资源|
国产精品不卡一区二区三区视频
|
欧美日韩国产色综合|
国产高清一级毛片在线|
亚洲日韩图片区小说区|
惠民福利国产成人AⅤ片在线观看免费|
成人无码区免费AⅤ片w|
国产精品性夜天天拍拍2021
|
无码人妻av一区二区|
国产成人无码?Ⅴ片免费看|
欧美日韩亚洲资源|
日韩精品动漫在线一区二|
久久午夜伦理福利视频|
fc2成本人在线视频|
免费日韩永久精品大片WWWA
|
欧美日韩图片区小说区偷拍|
亚洲性爱自拍视频|
欧美特黄a级高清免费看片|
2020亚洲第一成年网站|
三级在线视频|
精品国产亚洲国产亚洲|
男女下面进入的视频|
国模丰满少妇私拍|
日韩欧美在线观看成人|
韩国精品三级bd高清中字
|
久久996热精品xxxx|
人妻斩AV在线播放|
亚洲欧美日韩国产三级|
好看av中文字幕|
影音先锋午夜AV在线|
无码高清二区|
亚洲日韩精品一区二区一|
精品综合久久久久久97超人该|
国产精品国内自产拍在线播放
|
99久久精品乱子伦|
亚洲美女高朝久久久久|
国产在线一区区二区三区|
国产美女自拍黄网站|
亚洲少妇性爱视频|
国产毛片精品一区二区|
亚洲偷偷自拍高清|
国产女人高跟丝袜中文字幕|
人人舔天天干人人插天天射|
很污很黄很爽的网站|
屁股撅起来趴在办公桌小说
|
亚洲欧美suv精品在线播放视频在线|
国产亚洲欧美野草久久久久|
免费ā级毛片无码无遮挡|
亚洲糸列在线2024国产最新在线不卡|
很黄特别刺激又免费的视频|
久久91精品久久久不卡免费看|
欧美精品色噜噜噜|
精品阿V999视频在线观看|
亚洲日本ⅴa中文字幕久久道具
|
亚洲精品综合第一国产综合|
亚洲高清日韩无码|
在这里只有精品99|
香蕉社区app无限观看污|
8x8x华人永久免费|
不卡国产区一区在线播放|
网友分享欧美黄色片一区二区三区心得|
少妇喷奶水中文字幕手机观|
激情五月婷婷在线观看视频|
欧美视频在线观看免费播放|
99国产香蕉视频|
亚洲av大片免费看|
亚洲欧洲日产国码久在|
可以在线看av的网站|
国产在线观看成人网站|
五码专区中文亚洲|
中文字幕性饥渴|
亚洲αv日韩αv永久无码久久|
欧美一级黄片免费观看|
亚洲欧美精品日韩欧美|
久久国产香蕉二区精品|
亚洲欧洲一二三区区视频|
亚洲国产精品毛片AV不卡在线|
成人毛片在线综合|
野外国产精品久久久久|
草莓视频污无限|
国产精品午夜福利六区|
欧美精品久久久一区二区免费看|
欧美国产日韩五月丁香久久综合
|
午夜人成免费视频|
粗大猛烈进出白浆直流在线观看
|
又大又粗又大又爽又黄|
亚洲大胆无码高潮毛片|
国产黄色午夜在线观看|
公与淑婷厨房猛烈进出演员表
|
18色所国产在线野战播放|
久久精品国产亚洲āv无码娇色|
自拍欧美一区在线视频|
日韩在线观看视频5区|
久久精品99av高久久精品|
99久久无码精品区二区毛片|
韩国一级理黄论片|
最近中文字幕2018国语中文字幕
|
午夜一区二区精品无码|
隣の人妻昨日あんなにしたのに|
精品国产毛片在线看一区|
99国产综合精品久久久久|
色色色无码免费观看|
真实国产乱人伦在线观看|
亚洲高清日韩无码|
久久69国产精品二区|
少妇喷奶水中文字幕手机观|
午夜男女爽爽|
亞洲精品亂碼久久久久久|
少妇做爰A片免费看淑女出墙|
亚洲在av人极品无码|
精品午夜户外人前裸行露出
|
国产一级特黄全黄三级片|
欧美熟女一区二区久久|
草莓视频app下载安装无限看|
久久国产成人福利免费观看|
亚洲欧美综合在线直播|
免费无码又爽又刺激激情视频|
亚洲国产精品成人综合色五月|
国产乱视频伦在线|
亚洲精品tv久久|
丰满人妻被公侵犯的电影|
国产精品成人网|
免费看黄资源大全高清|
色欲精品国产一区二区三区?V|
亚洲免费播放在线视频天堂|
日韩在线观看视频5区|
一级成色好的y31s标准版|
雯雯的性调教日记h|
11一一15萝裸体自慰|
中文字幕搜索|
中文欧美自拍亚洲|
国产日本亚洲欧美一区二区|
成人毛片在线综合|
潮喷人妻睡觉被操|
国语自产精品视频二区在线|
在线三级片导航|
一级A黄片2019久久|
精品黄色高清网站|
国产女无套免费网在线观看|
中文精品久久久久國產不卡|
好大好硬好湿再深一点网站|
免费观看交性大片2|
看电影来5566一区.二区|
亚洲欧美SUV精品|
小说区亚洲自拍另类|
国产免费?v片在线无码免费看|
一区二区免费成人|
亚洲高清无码黄免费|
免费看免费看A级长片变态
|
国产精品区一区|
91香蕉APP下载最新版粉色导航|
欧美国产精品黄色|
日本高清免费观看完整版|
伦理精品亚洲一区二区|
国产在线看你懂得|
日本在线视频中文有码|
日本中文字幕精品一区二区三区|
久久夜色精品国产鲁鲁ljk|
亚洲一区二区av偷偷|
国产精品无码一区二区三区色欲
|
在线点播日韩欧美精品下载|
亚洲av无码专区亚洲av|
欧美亚洲日本另类自拍|
欧美成人性视频在线播放|
亚洲AV性色一区二区三区|
亚洲自拍中文字幕在线|
網友分享7799国产精品久久久久99心得|
91福利國產在線在線播放|
91破por解新资源|
国产av福利短久久精品can|
色就是色欧美最新网址|
国产精品成久久三级|
欧亚尺码专线免费2024|
中文字幕嫩草|
国产1000部精品|
国产最新线视频观看视频|
在线午夜激情视频视频|
午夜毛片免费|
欧美精品口爆一区二区|
国产精品视频一区二区三区四
|
不卡a级毛片观看|
日本熟妇浓密毛毛多|
夫妻日本换H视频|
日韩在线精品|
日本成人免费一二三区|
男人女人免费啪啪无遮挡|
国产精品又爽又黄又刺激的视频|
乱人伦中国视频精品|
欧美日韩图片区小说区偷拍|
激情亚洲欧美一区二区三区|
精品欧美一区久久久|
青青草原精品国产亚洲av|
五月天影院丰满熟妞区|
免费大片av手机看片高清|
亚洲国内精品自在自线国产精品|
中国毛片在线观看|
日本丰满熟妇又毛|
2022国产精品午夜|
亚洲国产欧美日韩小说贴图|
你懂的网站在线播放|
亚洲色欲色欲网站|
国产毛片一区在线蜜臀|
91精品无人区麻豆乱码一区|
国语亚洲欧美视频|
天天干天天插|
10年沉淀只做精品app下载|
国产一区二区三区无码动漫|
欧美亚洲日韩在线综合|
国产在观线免费观看久久|
欧美 亚洲 自拍 日韩 在线|
青青草亚洲视频在线观看|
最新在线精品国产福利|
精品毛片在线看|
亚洲日本中国精品网站|
青青青国产依人视频在线观看|
浪潮AV无码少妇一区二区|
日韩不卡在线|
亚洲激情欧美|
日韩一区二区在线视频观看|
人妻少妇无码精品视频|
精品动漫国产亚洲AV|
亚洲Av中字无码在线观看|
2013国产在线看视频|
人与动人物牲交a片|
国产美女精品AⅤ在线|
午夜无码视频免费观看一区|
国产三级三级三级免费|
老司机成人午夜精品福利视频|
另类小说亚洲|
在线永久免费观看的毛片|
无码大喷水在线观看|
国产精品特黄视频|
在线视频一区二区欧美日韩|
很黄特别刺激又免费的视频|
无高清人妻一区二区|
亚洲色图欧美另类激情小说|
国产免费无遮挡吸乳视频下载|
色噜噜色偷偷|
蜜臀久久精品久久久久宅男|
国产在线一二三四区|
无码专区无码专区www|
最新国产精品福利在线播放|
99热精品国产三级免费|
酒店隔音不好一直叫|
亚洲少妇黄色电影|
午夜亚洲Av无码高潮片|
国产毛片精品一区二区|
思思久久q6熱在精品國產|
免费视频在线色中文|
亚洲欧美日韩中文字幕组|
日韩一卡2卡3卡4卡无卡免费|
国产日韩精品福利视频综合|
JAPANESE日本少妇的视频|
久久国产综合激情对白|
91在线九色成人蝌蚪论坛露出|
女人高潮天天躁夜夜躁|
Zoz〇另类女人大全|
日本熟妇毛茸茸xxxxx|
97擦碰公开视频在线观看|
成人又黄又爽又刺激免费视频|
亚洲Av中字无码在线观看|
丰满熟妇岳av无码区|
AV高清无码在线看|
国产精品成人va日韩视频一区二区
|
亚洲男人的天堂a在线观看|
国产精品国三级国产a|
欧美色综合一区二区三区|
亚洲九九久久国产视频精品|
中文字幕在线亚洲日韩6页|
2022国产精品午夜|
成·人免费午夜视频在线观看|
亚洲无码高清在线2024|
久久久亚洲av成人人九九日|
午夜免费无码一区二区|
大榴莲导航97人操人人干|
精品日韩色无码A∨四区|
国产精品色情国产电影|
熟女熟妇视频500部|
国产日韩午夜福利电影|
vrtm在线中文字幕亚洲|
亚洲韩国欧美国产|
在线观看av在线|
韩国精品三级bd高清中字|
日本熟妇精品乱熟人妻精品乱码|
天天干天天日真人一级毛片|
午夜一级黄片野外|
综合在线观看日韩av网站|
久久亚州视频亚洲午夜福利|
av动漫无码观看|
18女下部被啪到流水视频|
超碰香蕉欧美亚洲日韩|
日韩毛片一级e片|
永久免费αV无码网站国产|
精品国产一区二区三区久久互動交流
|
国产成人精品曰本亚洲专区61|
日本午色www高清視頻|
亚洲无码在线看av|
国产午夜精品理论片久久应用|
久久久久狠狠高潮亚洲精品|
三级在线视频|
极品少妇高潮到爽色哟哟|
国产强伦姧在线看无码|
免费看免费看A级长片变态|
韩国福利一区二区三区|
国产jjizz一区二区三区不卡|
国产美女口爆吞精系列|
欧美一级纯片免费安全在线看|
初见直播app最新下载|
97免费人妻色色图|
亚洲无码不卡在线观看|
办公室秘书无码激情AV|
成人三级电影久久久|
亚洲中文字幕码在线电影|
亚洲精品国产推荐|
青椒影视成人毛片网站|
中文字幕一本精品在线|
日韩精品成人网页视频在线观看|
俄罗斯高大肥女bbw|
92福利在线1000集免费|
蘑菇视频国产app一区二区|
久久久精品少妇一区二区三区|
晚上禁用100款黄台|
男人的天堂网页|
亚洲最大色涩在线精品|
久久国产福国产秒拍互動交流
|
国产精品爽黄69天堂A片|
日本中文字幕有码在线一区二区
|
爽爽爽18在线观看免费视频|
bt种子磁力天堂|
99视频精品免费视频|
国内高清盗摄夫妻视频|
欧美日韩综合精品无人区app|
欧美日韩色综合一区二区|
亚洲aⅴ精品一二区人人|
日本在线视频免费|
欧美一激情一区二区三区|
成人精品h动漫1区2区|
晚秋影院在线观看免费观看
|
JK白丝高中小仙女自慰
|
在线天天看片免费视频观看|
欧码的xl是亚洲码|
国产不卡一区二区在线视频|
日本色网片在线|
午夜性色福利视频性色|
久久www色情成人免费观看下载|
18禁超污无遮挡无码动态图|
H国产精品丝袜无码不卡视频|
亚洲AV性色一区二区三区|
久久97久久97精品免视看秋霞|
一级少妇女片完整版免费|
97免费人妻在线视频线路一|
国产免费凹凸—AV视觉盛宴|
正在播放老肥熟妇露脸|
国产风韵犹存在线视精品|
国产一级毛片高清国语|
日韩av综合色区人妻|
黑人巨大欧美精品一区二区0|
另类视频区第一页|
国产一区二区电影久久精品|
国产青年gay同男视频网站|
亚洲国产综合无码一区二区sm|
午夜男女爽爽|
亚洲AV无码久久久久久流水呻吟
|
少妇高潮呻吟在线观看网站|
97潮喷人妻在线|
国产精品九九九国产|
九九99久久精品国产|
国产精品香蕉自产拍在线|
日韩国产中文字幕日韩精品2024|
一级特黄免费亚洲|
av站一区二区国产|
欧美视频三A片在线播放|
精品阿V999视频在线观看|
A级毛片免费不卡在线播放|
四虎影永久在线高清免费|
v精品午夜影院a久久精品|
久久特A级天天拍黄片|
中文字幕波多野结衣亚洲|
三级片五月五月天天久久|
人碰人碰人成免费视频播放|
粉嫩AV一二三区免费|
国产亚洲一级片中国黄视频毛片
|
扒开双腿猛进入美女视频|
精品综合日本国产|
國產一區精品在線|
免费在线观看国产午夜av|
国产高清在线视频|
久久无码免费观看视频|
国产簧片免费精品高清在线|
精品国产影片在线观看|
综合在线观看日韩av网站|
沈阳熟妇在线播放91|
天天爽天天狠久久久综合|
中文欧美乱码伦停不下来|
欧美三级HD激情中文字幕
|
午夜无码视频免费观看一区
|
亚洲日韩欧美九九精品综合网
|
五月综合国产婷婷|
国产成人乱码一区二区三区|
黄色在线观看www|
草莓视频app下载安装无限看|
激情五月婷婷丁香亚洲|
午夜天堂18禁A片免费播放|
在线观看一区二区三区AV|
亚洲中文字幕夜夜爱|
日韩精品你懂的在线观看|
精品国语任你躁在线播放|
?级毛片高清免费视频播放出要看
免费无码国产在线观看九色
|
人人妻人人精品视频|
国产激情视频在线看|
99久久精品国产毛片鲁一鲁|
国产精品毛片久久久久久|
亚洲无码在线观看偶|
先锋影音国内自拍视频第1页
|
亚洲三级片在线|
国产在观线免费观看久久|
日韩成人中文字幕在线|
人碰人碰人成免费视频播放|
无码一区二区三区蜜桃大|
国产美女自拍黄网站|
啪啪网视频免费观看|
国产日韩午夜福利电影|
亚洲人性爱无码av|
成年性午夜免费网站蜜蜂|
香港经典a毛片在线观看|
亚洲av无码中字乱动漫|
國產成人在線精品|
97人妻无码免费在线视频|
久热日韩视频免费无码|
97亚洲狠狠色综合一区二区|
窝窝社区精品免费视频|
亚洲全国免费性爱网站|
91精品无人区麻豆乱码一区|
2020国产午夜福利影院|
国内精品久久久久影院男同志
|
欧美成人全部费免网站|
在线污污视污免费|
亚洲av高清影院在线观看|
熟女成人国产精品视频|
久久精品99av高久久精品|
在线观看欧美午夜片|
久久久久亚洲精品无码网址蜜桃|
国产亚洲日韩a在线|
日韩av中文字幕不卡|
99久l久免费精品视香蕉蕉|
亚洲欧洲一二三区区视频|
国产精品淫荡美女老少通吃|
综合天堂av久久久久久久|
无码欧美成人av天堂456软件|
国产精品一区二区入口18|
久热这里精品国产|
久久亚洲综合国产精品99麻豆|
国产直播不卡二区|
啪啪网视频免费观看|
国产直播不卡二区|
久久婷婷激情综合色综合|
5g视频无码制服丝袜三区|
丰满大屁股少妇乱淫|
亚洲熟妇无码色偷偷AV|
可以在线看av的网站|
久久久久久久久波多野高潮|
日本中文字幕一區二區三區不卡|
欧洲黑人xxxx性髙清版|
免费看美女%100隐私部位|
人人射射国产超好|
欧美精品欧美精品系列|
亚洲AV无码卡通动漫AV|
打扑克软件双人摇床|
日韩精品乱码av一区二区日日爆|
食色短视频安卓版下载|
国产 精品 一区不卡|
國產成人無碼a區在線觀看導航|
亚洲αv日韩αv永久无码久久|
超免费碰个国产熟女视频|
ぱらだ天堂中文在线传媒|
亚洲无码动漫网站|
午夜乱理日本乱理片|
女人高潮天天躁夜夜躁|
日韩精品国产中文字幕欧美|
2020国产激情视频在线观看|
大全AV网站在线播放
|
户外露出一区二区三区免费|
成人电影无码在线播放|
公办室系办系奷系奷系|
好硬啊进去太深了A片|
精品国产一区二区三区久久互動交流|
国产成人无码AⅤ片在线|
**无码专区在线网站成人|
免费看美女%100隐私部位|
亚洲aⅴ精品一二区人人|
亚洲三级片在线|
国产伊人免费视频|
亚洲av中字免费在线观看|
av无码人妻波多野结|
男女做爰猛烈啪啪高潮漫画|
挺进白嫩老师下面视频|
精品人妻无码视频网站|
欧美亚洲日韩在线综合|
99热在线只有精品|
亚洲阿v天堂在线观看|
国产在线最新91|
国产三级免费不卡一区二区|
a久久久精品无码综合|
免费 无码 国产在线9|
亚洲Av纯肉无码精品|
国产亚洲视频在线观看 下载
|
苍井空黑人成人免费观看|
91免费播放视频在线观看|
人人天天大胆精品视频|
国内精品久久久久久久试看
|
国产精品成久久三级|
三级欧美网站在线观看视频|
日韩成全免费视频在线播放|
亚洲黄色网址无码在线直播
|
真人片国产精品完整版|
欧美一区二区三区综合在线
|
99国产午夜精品一区二区天美|
国产性生活A级视频免费看|
国产成人一区高清在线观看|
在线观看av免费黄片|
婷婷综合久久中文字幕蜜桃三|
精品视频免费看天天春夜夜春
|
啪啪国产视频tv破解版|
久久久久成人精品国产免费|
在线看骚女高潮喷水视频大全套|
波多野结衣强奷系列hd高清|
亚洲一区二区三区伊人|
爽到高潮嗷嗷嗷天天拍夜夜添久久精品中文|
欧美亚洲国产第一精品久久|
久久綜合成人網|
亚洲免费一级高潮|
欧美精品一区二区三区免费播放
|
欧日韩综合精品视频一区二区|
亚洲欧美爆乳一区二区三区奶水|
日本a级一区二区三区|
三年片在线观看免费播放|
精品国产三级AV一区二区三区|
一线中文字幕无码|
欧美日韩一级黄色片|
成人免费一级毛片观看|
亚洲不卡在线免费观看无码|
国产精品日本一区二区三区在线观看|
伊人成伊人成综合网222|
丁香六月婷婷色综合视频|
亚洲一区二区三区视频在线看|
免费一区二区三区成人毛片|
女人喷液抽搐高潮视频10分钟|
精品欧美亚洲国产|
风间中文字幕亚洲一区中文馆
|
超碰香蕉欧美亚洲日韩|
亚洲中文无线乱码在线观看|
欧美好吊妞国产|
久久精品一区二区三区美女|
亚洲精品国产推荐|
国产av丝袜秘书午间的全方位
|
18禁超污无遮挡无码动态图|
欧美黑人巨大视频一区二区|
亚洲黄色AV五月天精品|
女高中生第一次破—国产av|
国模私拍啪啪一区二区三区|
又疼又叫软件免费下载|
99国产午夜精品一区二区天美|
97潮喷人妻在线|
国产亚洲综合另类第一页|
亚洲人性爱无码av|
亚洲清纯国产嫩草|
性色一区二区三区噜噜|
91精品无人区麻豆乱码一区|
亚洲精品国产第一综合精品|
日韩精品一区二区三区成人|
欧美一区不卡|
少妇亚洲无码|
欧美日韩亚洲资源|
a在线观看无码不卡|
91无码人妻丰满熟妇区社区在线
|
亚洲永久无码av桃花网|
国产又粗又大又硬又爽免费视频|
巨大挺进湿润黑人粗大视频|
国产成人无码免费|
制服丝袜在线影院午夜|
午夜福利视频秘 蜜芽|
日韩无码三级电影免费观看网址|
久久久久亚洲精品无码网址蜜桃|
精品区高清区视频区|
自拍色图国产欧美日韩|
91精品产国品一二三产区|
国产精品区一区|
亚洲日韩一区二区三区av|
香港经典a毛片在线观看|
粉嫩AV一二三区免费|
十分钟免费视频高清在线观看|
三级欧美网站在线观看视频|
久久综合国产伊人色|
亚洲精品日韩综合|
日本高清色高清免费|
日本中文字幕一區二區三區不卡
|
国产高清无码一区|
欧美精品久久久天堂|
伦理片在线高清大全免费观看|
综合码成人AⅤ视频在线观看|
欧产精品无码AV天天爽|
欧美狂喷白浆在线观看|
国产定点盗摄女厕所合集|
污污污www在线观看免费
|
国产网曝门事件在线视频|
秋霞在线无码|
八戒影视小草国产在线播放|
国产成人免观看|
小草手机影院在线播放|
www.国产精品一区在线观看|
亞洲a∨好看av高清在線觀看'|
另类国产欧洲亚洲一区二区|
蜜芽尤物久久国产精品亚洲|
亚洲韩国乱理片大全|
中文字幕第一区二区三区|
国产手机在线观看一区|
亚洲欧洲一二三区区视频|
久久91久久久久麻豆精品|
草莓视频app污色版|
亚洲国产欧美日韩综合高清|
第1页video高清港台三级自拍香蕉|
一区二区三区四区视频|
岳脱得精光让我挺进去视频|
国产激情在线观看|
青青青操国产在线视频|
水牛久久无码人妻一区二区三区|
cao我屁免费视频在线观看动态|
中国毛片中文字幕|
人人人澡人人肉久久精品|
国产亚洲精品成人爽|
天堂在线观看亚洲视频|
中文少妇亚洲精品|
美女高潮第一区视频|
√3天堂激情jiu小视频|
亚洲欧美中文字幕高清在线一|
亚洲国产成人综合久久|
亚洲自拍中文字幕在线|
国产精品久久久久久n下载编辑|
久久国产福利久久精品99|
亚洲高清片又粗又长
|
久久国产超碰女女av|
国产a一级毛片精品福利|
91香蕉APP下载最新版粉色导航|
亚洲国产婷婷在线观看|
国产第37页屁屁影院|
乱伦免费综合高清|
色欲久久av一区二区三区|
国产麻豆精品xxxhd在线|
差差差30分钟无掩盖视频|
伦理精品亚洲一区二区|
我要看三级黄色片子|
性感少妇白浆|
九色精品高清在线播放|
色综合日韩av无码|
国外破除大片瓣开第六部
|
中文字幕av影视精品不卡|
羞羞视频APP成人免费版|
91精品无码一区二区|
色婷婷亚洲国产精品|
天天cao在线视频|
亚洲av成人动漫|
黄色软件下载观看|
h片亚洲影院在线观看|
人免费va视频综合网|
996免费视频国产在线播放|
97SE综合亚洲影院|
十分钟在线观看高清www|
91城中村在线精品|
老熟女洗澡maturepom|
精品久久久久久噜噜无码|
亚洲v欧美v日韩v国产v|
餐桌下他深深顶撞h|
国产精品综合色区在线观看不卡|
中文在线日韩在线欧美|
张拍芝艳照原图全集|
欧美日韩高清第一第二=|
日本加勒比视频中文字幕|
亚洲区色情区激情区小说纯熟调抖
|
久久69国产精品久久69软件|
欧美高清不卡一二三区在线观看|
印度大胆少妇高潮BBW|
婷婷综合久久中文字幕蜜桃三|
国产免费成年人观看的|
欧美亚洲日韩国产另类|
麻豆XXXX国产无码|
一级毛片美国j毛片|
亚洲国产日韩一区无码性色
|
97擦碰公开视频在线观看|
九一视频一区二区|
国产精品xxxav免费视频|
亚洲日本另类视频|
无码麻豆精品二区16免费|
国产AⅤ人人夜夜澡人人爽|
国产青年gay同男视频网站|
亚洲综合美女|
从头啪到尾的大尺度欧美电影|
亚洲av最新一区二区|
国产精品电影福利|
经典麻豆国产乱子伦精品视频|
色噜噜人妻丝袜aV先锋影音先|
艳妇诱春(第5部分)(h)|
国产精品毛片久久久久久|
国产综合区久久久久|
色婷婷AV一区二区三区之红樱桃|
看一级高清免费视频完整版的|
成人片在線視頻|
亚洲人妻av在线播放|
国产亚洲视频中文字幕|
亞洲國產歐美在線|
黑人精品欧美一区二区小视频|
草莓视频污污版|
国产青榴社区视频在线观看|
2021年天天做天天爱夜夜爽|
亚洲精品久久久久久中文|
日本欧美在线网红国产|
亚洲毛片在线影院|
91无码人妻丰满熟妇区社区在线|
在线亚洲高清揄拍自拍|
日韩精品另类专区|
国产福利在线观看ktv|
普通话对白AⅤ免费在线观看|
韩国欧洲一级毛片免费|
波多野结衣强奷系列hd高清|
亚洲国产精品成人综合色五月|
久久超碰国产一区二区三区|
欧美在线一区在线播放|
好吊国产在线观看|
人妻无码中文专区久久精品区|
国产尤物在线无码福利网|
网友分享欧美黄色片一区二区三区心得
|
久久麻豆Av无码精品人妻系列|
成人免费A级毛片无码A∨软件|
国产熟睡乱子伦午夜视频国产精品偷伦视频
|
国产最新精品自产在线|
色综合免费视频一区二区|
天天躁日日躁成人AⅤ字幕|
无码日韩做暖暖大全免费不卡|
樱花视频在线免费观看|
国产精品黄色短视频|
精品一区二区乱码在线|
亞洲av日韓av自拍偷拍|
日韩欧美电影在线|
人免费va视频综合网|
99er视频在线精品免费观看|
另类zoofilia杂交videos日本|
久在线中文字幕乱码免费23|
三上悠亚日韩精品二区|
黄色一级A片视频|
露脸国产精品视频是一个免费|
在线观看乱码专区一区二区|
777米奇影视777米奇影院很很干
|
亚洲区欧美区国产区在线|
性无码纯肉3D动漫在线观看|
亚洲欧美日韩国产高清在线观看|
久久午夜伦理福利视频|
久久国产无码免费新视频|
久久国产精品无码一区蜜臀av
|
老司机人妻无码一区|
在线观看一区二区三区AV|
男人与女人做爱视频|
一区二区三区四区五区无码|
久久影视欧美高清|
日本在线视频中文有码|
国产免费一级片|
黄页软件app开发
|
99久久亚洲综合精品网站老司机|
酒店隔音不好一直叫|
亚洲AV性色一区二区三区|
成人精品午夜在线观看|
丰满熟女人妻一区二区三|
亚洲中文无线乱码在线观看|
国产成人丝袜精品自啪视频|
欧美成人性生交大片免费|
熟女熟妇视频500部|
亚洲有码av不卡一区在线免费观看|
亚洲欧美综合日韩字幕v在线|
免费亚洲成人av|
亚洲中文在线精品国产2018|
美日韩无码自拍视频|
色91激情五月蝌蚪|
久久99精品國產麻豆不卡|
91桃色成人免费观看|
香港经典a毛片在线观看|
五月婷六月丁|
久久精品国产亚洲aaaa|
欧美日韩国产综合伦理片|
亚洲精品手机在线影院|
国产精选久久久久|
中文字幕人妻中出av|
刘玥亚洲一区国产|
国产成人精品福利网站在线观看|
亚洲A无码国精品中文字慕
|
欧美在线视频免费一区二区三区|
免费AV片在线观看无需播放器|
91白丝制服被啪到喷水在线
|
国产精品成久久三级|
亚洲码一区√√二区三区|
亚洲欧美国产国产综合一区|
亚洲非洲精在线观看|
久久国产成人福利免费观看
|
久久免费观看视频操人家
|
亚洲成人日韩精品|
国产好黄好紧好湿的视频|
日韩精品一区二区三区96|
日本妇人成熟免费视频|
91蝌蚪91 九色白浆|
免费毛片a在线观看手机|
久久国产福国产秒拍互動交流
|
青春草视频在线观看免费|
男人进女人下部全黄大色视频
|
亚洲三级片在线|
日本一級片黃色一級片黃色一級片|
中文字幕一视频97色伦|
中文字幕一本精品在线|
国产一区二区三区不卡自拍|
国产一区第一页|
韩国伦理电影苹果中文甜性涩|
欧美老妇交乱视频在|
久久夜色精品国产鲁鲁ljk|
狠狠色综合久久成人18免费网站|
成熟老妇女毛茸茸的做性|
蜜芽尤物久久国产精品亚洲|
午夜性爽视频男人的天堂在线|
中文字幕一区二区在线老色批影视|
五月婷婷在线观看视频|
中文字幕在线精品的视频|
八戒八戒神马影院在线资源5|
亚洲精品国产成人99久久6|
高清国产在线拍揄自揄视频|
亚洲性爱tv视频|
国产专区91亚洲精品免费相关内容首页|
免费a级毛片中文字幕|
一区二区在线观看影院av|
成人免费毛片内射|
五月婷婷久久精品|
国产一级大片免费看|
色欲精品国产一区二区三区?V|
亚洲精品免费在线观看宅男|
亚洲午夜一级|
国产手机对战视频在线看网站|
久久成人欧美国产一区3344|
日韩综合欧美在线影院|
制服女教师中文字幕正在播放|
国产成人无码软件|
天然素人初次拍AV在线|
日韩av电影免费在线播放|
一本色道久久曰韩精品|
久久精品九九国产精品|
抽搐一进一出gif试看体验区免费|
国产二区自拍|
人人舔天天干人人插天天射|
国产精品午夜大片|
五月天婷婷在线观看高清|
无码人妻 在线视频|
亚洲欧美国产一区在线|
国产强奷女警在线播放|
91短视频污下载|
一二三四专区人妇|
无码专区heyzo在线播放|
男生女生一起怼怼怼游戏视频|
在线观看亚洲国产色|
日韩精品第51页|
思思热在线免费观看|
久久国产亚洲日韩这种|
国精产品一品二品国精日本|
久久精品人人爽人人爽百度百度
|
国产肉感大码AV无码|
国产第37页屁屁影院|
鲁丝欧美一二三四区|
黄色视频网站在线|
亚洲人视频免费在线观看|
A级黄色网站日韩精品一区|
亚洲AV性色一区二区三区|
五十路熟妇强烈无码|
在线亚洲欧洲日产一区二|
亚洲欧美不卡不卡一区二区|
91人妻无码一区二区久久|
亚洲欧美熟女日韩|
中文字幕连续高潮|
18女下部被啪到流水视频|
亚洲国产精品国自产拍av|
免费网站看SM调教视频|
欧美亚洲自拍偷拍主播色少|
国产精品高潮无码毛片|
综合少妇免费无码|
亚洲va韩国va欧美va精品|
国产精品国产三级国产密月|
欧美精品少妇XXXXX喷水|
免费观看一级特黄三大片视频一区二区三区
|
日韩精品资源在线观看|
离异熟女不戴套456|
人妻无码中文专区久久精品区|
欧日韩综合精品视频一区二区|
一级毛片美国j毛片|
日本午色www高清視頻|
亚洲国产精品视频在线观看|
亚洲国产精品不卡在线电影|
欧美 成 人 免费观看|
欧美一级黄片久久|
香蕉啪视频在线观看视频久欧美|
欧美人体一区二区三区|
亚洲一区二区在线播放一区|
亚洲人成精品久久久久桥|
美女张开腿没内裤裸身视频无遮挡|
亚洲精品制服丝袜在线|
亚洲韩国乱理片大全|
欧美亚洲日韩在线综合|
好吊妞无码在线免费观看|
亚洲欧美日韩综合第一页|
玩弄人妻奶水无码av在线|
潮湿的心无删减版电影免费看|
在线一区二区三区|
国内视频一区二区|
久久人妻系列无码专区|
久久婷婷五月综合社区|
国模福利视频三级欧美九九|
国产综合在线观看自拍|
久久久国产成人精品|
色黄免费在线观看AAA成年|
日本少妇高清视频一区二区|
亚洲中文字幕码在线电影|
制服丝袜 天堂|
国产自产2024最新麻豆|
国产拍揄自揄精品视频麻豆|
欧美精品一级毛日|
一级A黄片2019久久|
波多野结衣强奷系列hd高清|
A级毛片免费看久久|
欧美偷拍1区二区.|
国产日韩午夜福利电影|
成人午夜在线观看免费10000|
精品毛片在线看|
国产人妻大战黑人第1集|
无码专区动漫在线观看亚洲AV|
久久午夜伦理福利视频|
国产国内精品毛片在线|
夜鲁鲁在线视频免费|
國產日本精品|
亚洲人妻在线视频最新|
男男女女爽爽爽免费视频一级|
亚洲欧美国产成人精品|
最新国产美女菊爆在线播放|
1688真人片免费观看|
久久国产一级乱子伦精品|
欧美日本在线视频免费|
人与动人物牲交a片|
妈妈你真棒插曲免费看|
久久综合亚洲鲁鲁五月天欧美激情|
国产又黄又硬又粗|
日韩黄色毛片成人免费观看|
亚洲一级区黄色毛片|
亚洲免费人各人国产|
20款禁用软件app下载网站|
久久男人高潮av女人高潮天|
热国产热综合|
很黄特别刺激又免费的视频|
国产人在线成免费无码|
7723影视大全在线观看视频日本
|
亚洲探花视频|
午夜av激情久久|
亚洲欧美日韩中文字幕一区二区|
无码人妻被强在线视频|
fu2fun轻量版(fulao轻量版官网)|
国产顶级三级片sv在线观看|
真实国产乱人伦在线观看|
在线观看欧美午夜片|
激情五月婷婷在线观看视频|
日韩av激情电影不卡|
打扑克又叫疼又叫痛不盖被子|
色欲精品国产一区二区三区?V|
欧美在线播放日韩在线|
国产老师色诱我好爽在线观看
|
国产精品视频无码2024|
无码射肉在线播放视频|
国产原创AV巨作片|
亚洲精品无码免费视频伊人|
亚洲AV极品视觉盛宴|
亚洲亚洲人成网战7777|
日本中文字幕精品一区二区三区|
久久精品99av高久久精品|
青青草99久久免费任你看|
亚洲日本另类视频|
国产视频一区二区在线|
成片免费观看视频大全|
男生白内裤自慰gv白袜男同|
另类视频区第一页|
亚洲色无码国产精品网站|
国产精品毛片久久久久久|
91蝌蚪91 九色白浆|
最刺激的仑乱视频播放|
91精品国产综合久久男男|
亚洲一区在线观看91反差|
igao爱搞在线亚洲|
日本欧美在线高清|
国内精品人妻av|
久久亚洲高清国产|
國產成人無碼a區在線觀看導航|
国内精品伊人久久久久盲v影院
|
黄色的网站免费看|
国产老师色诱我好爽在线观看|
国产仑乱老女人露脸的怀孕的
|
免费观看又黄又硬又粗又长肏屄视频
|
国产一区二区电影久久精品|
网红久久精品一区二区|
免费看成年AAA级毛片|
久久精品综合熟女影院|
亚洲精品国产妇女成人Av在线|
一级欧美一级日韩视频|
國產SM重味一區二區三區|
午夜我人电影男人的天堂|
一级成色好的y31s标准版|
日韩欧美国产亚洲中文|
亚洲Av日韩在线综合一区二区|
亚洲av网红的天堂在线观看|
欧美黄视频在线观看网址网站|
制服丝袜在线影院午夜|
国产精品无码翘臀在线看|
蜜芽尤物久久国产精品亚洲|
日韩欧美一区二区三区免费看|
精品亚洲国产aⅴ在线|
成人男女av片在线观看|
最好看的中文字幕国语2024|
在线视频免费国产成人|
色男人免费视频手机在线|
a毛片中文字幕视频|
一区二区在线观看影院av|
亚洲AV成人片一区二区三区|
任你爽精彩视频在线观看精品|
人人爽亚洲美女精品久久久|
日韩中文字幕在线播放一区|
亚洲欧美日韩中文字幕组|
色多多在线观看视频|
国产无矿码直接进入|
亚洲啪啪综合ąv一区综合精品区
|
在线观看中文字幕精品|
中国免费高清视频在线观看
|
激情五月婷婷六月丁香|
91麻豆免费国产|
积积对积积的桶30分钟无遮挡|
小和尚把荫蒂添的好舒电影|
久久国产99精品视频网|
国产精品色情国产电影|
好吊国产在线观看|
欧美黑寡妇一级aa片在线播放|
在线观看国产区一区二尤物|
国产国内精品毛片在线|
三年片在线观看免费播放|
一级无码专区|
精品国产一区二区三区mp4|
亚洲中文久久精品无码软件|
品国产亚洲一区二区|
99久久免費國產精品|
日韩av在线五月天|
午夜福利区免费看试验区|
亚洲国产综合精品中文第首页亚洲|
国内精品久久久久久久试看|
在线观看播放免费国产|
不卡中文字幕激情视频网站|
日本妇乱子伦视频|
国产高清美女一级a毛片久久w|
成人免费A片???白浆扭腰|
惠民福利国产精品无码av天天爽|
欧美熟女一区二区久久|
国产精品久久久久久av下载|
欧美精品口爆一区二区|
综合欧美影视久久|
成人黄色一级视频|
欧美日韩亚洲资源|
国产极品高潮无套蜜臀|
一区在线观看神马久久|
浪货趴办公桌~H揉秘书电影|
窝窝社区精品免费视频|
亚洲免费播放在线视频天堂|
欧美日韩性一级片|
中文少妇亚洲精品|
久久电影中文亚洲综合|
国产麻豆精品hdvideoss|
亚洲高清国产理伦片|
A在线视频播放观看免费观看|
亚洲av日韩国产av|
把她日出水来好爽太紧了|
亚洲中文字幕码在线电影|
日韩福利在线|
亚洲aⅴ永久无码精品九九|
亚洲无码动漫网站|
一级黄色大片在线免费观看了|
久久www色情成人免费观看下载|
色狠狠久久AV五月丁香|
国产夫妻自拍一级片|
人人爽人人澡人人人人妻|
亚洲AV黄片污污在线观看国产
|
国产a一级毛片精品福利|
美女高潮第一区视频|
在线成人国产一区|
亚洲永久无码av桃花网|
欧美日本在线视频免费|
亚洲欧美中文字幕高清在线一|
亚洲欧美日韩看片|
97超频精品视频在线观看|
在线观看国产高清无码福利|
日韩欧美亚洲动漫综合|
99在线观看精品免费99|
蜜芽国产精品一区|
国产三级一区二区三区视频在线
|
电影院里摸到她呻吟|
成人欧美韩精品一二三区|
精品欧美一区久久久|
亚洲精品国产偷五月丁香|
国产精品亚洲欧美人片在线看|
亚洲国产精品无码一线岛国|
国产无码高清播放|
www.com.黄片久久免费|
男人的天堂网页|
在线观看国产区一区二尤物|
久久精品國產久精國產一老狼|
水蜜蜜无码视频在线播放|
92午夜福利视频|
亚洲国产成人久久丝袜|
亚洲精品手机在线影院|
麻豆国产一级二级三级在线观看
|
亚亚洲精品国产现拍在线|
一级毛片免费高清在线视频|
久久久麻豆91精品人妻无码|
大学生av特级一级一片|
456日本熟妇奶水视频|
在线电影亚洲欧美|
国产精品特黄视频|
毛a毛片在线免费观看|
亚洲综合一本色一区|
欧美亚洲国产第一精品久久|
惠民福利亚洲欧美日韩成人综合网|
任你爽精彩视频在线观看精品|
日韩福利网站|
免费观看亚洲人成网站|
不卡中文字幕激情视频网站|
国产婷婷色一区二区三区在线播放|
在线亚洲精品欧美高清国产
|
成人区亚洲区无码区在线点播|
免费无码国产在线观看5|
欧美一中国特黄激情免费看|
国产精品自产拍高潮在线观看国产后入又长又硬
|
免看三级三级片一片成人不卡|
亚洲免费一级高潮|
国产尤物在线无码福利网|
在线中文字幕无码av网址无码区|
国产日韩视频在线播放加勒比|
夫妻日本换H视频|
亚洲精品首页在线播放|
国产日韩欧美成人一区二区三区
|
在线点播日韩欧美精品下载|
国产高清无码五区|
97久久精品亚洲中文字幕无码|
亚洲妓女一区二区|
蜜芽尤物久久国产精品亚洲|
小猪视频无限次数观看|
午夜司机福利视频免费看|
亚洲色欲色欲网站|
中文字幕波多野结衣av一区二区|
9久热这里只有精品|
久久精品一二三四区影院|
日本一区二区三区三区在线观看
|
国产综合久久|
國產成人無碼a區在線觀看導航|
国产乱人一区二区三区视频|
欧美一级日本a级v片下载|
久久精品国产亚洲aV无码麻豆|
国产一级a毛一级a免费看|
成年人在线观看av|
三级精品欧美少妇|
久久影院欧美一级黄|
人妻激情另類亂人倫人妻|
av无码人妻波多野结|
午夜片免费看|
国产尤物在线无码福利网|
欧美狂喷白浆在线观看|
欧美婬乱片A片AAA毛片地址|
中文字幕亚洲自拍|
午夜性色福利在线视频18|
国产情侣2020免费视|
大桥未久在线精品视频在线|
影音先锋每日最新AV资源|
亚洲精品制服丝袜在线|
色欲国产高清一区二区三区|
麻豆XXXX国产无码|
欧美精品口爆一区二区|
97久久精品亚洲中文字幕无码
|
国产婷婷丁香五月麻豆|
国产成人精品一区二区三在线|
男女下面进入的视频|
国产麻豆超碰av|
在线点播日韩欧美精品下载|
最新国产美女菊爆在线播放|
中文字幕乱码无码中文视频|
欧美亚洲国产一区|
国产刺激对白在线视频|
国产无矿码直接进入|
亚洲无码不卡在线观看|
最近最新免费手机中文字幕|
亚洲偷偷的拍绯色无码av|
日本免费观看一区二区|
青椒影视成人毛片网站|
午夜福利18禁国产无码日韩|
国产在线一二三四区|
8x国产福利导航|
人妻人人操综合网|
免费大片av手机看片高清|
国产最新线视频观看视频|
中文字幕在线亚洲日韩6页|
韩国十九禁电影在线观看|
麻花豆传媒剧国产入口|
欧美一级特黄大片在线|
亚洲aⅤ综合色区无码二区|
琪琪精品无码免费专区午夜|
亚洲影库日韩久久久|
人人爽人人爽人人片A∨不卡|
久久国产福国产秒拍互動交流
|
国产国拍亚洲精品永久尤物|
国产婬乱一级毛片视频
|
国产成人无码免费|
高国产一级黄色大片播放|
女人毛片免费观看|
亚洲国产精品成人综合久久久久|
美丽的姑娘在线观看免费|
96www免费观看视频在线播放|
欧美视频三A片在线播放|
免费无码黄在线观看十八禁|
亚洲高清中文字幕在线看不卡|
久久水蜜桃亚洲A v无码精品麻豆|
国产精品秘入口18禁猫咪|
高国产一级黄色大片播放|
经典三级无码|
大地资源在线播放观看MV|
亚洲日韩乱码中文无码蜜桃臀网站
|
亚洲高清国产理伦片|
色噜噜日韩精品一区二区|
2020国产精品免费视频色拍拍|
欧美激情性做爰免费视频|
国语国产呻吟刺激对白av|
久久91精品久久久水蜜桃的功能|
三上悠亚日韩精品二区|
亚洲综合日韩久久成人av|
国产精品麻豆三级一区视频|
免费黄片软件下载免费|
w高清无码污污网站|
四虎在线永久精品观看|
国产综合精品久久久久一区|
欧美激情热门视频|
bt种子磁力天堂|
亚洲无码字幕手机在线|
久久久久成人精品国产免费|
亚洲精品yellowav在线|
老司机午夜福利毛片|
亚洲欧美动漫精品|
日韩av免费无码久久|
双飞儿媳妇和她闺蜜免费阅读|
亚洲人成网站18禁止αⅴ|
在线观看欧美午夜片|
在线欧美亚洲一区|
亞洲精品午夜國產va久久|
国产区高清午夜福利在线|
国产精品无码一级免费看a级激情|
色欲国产高清一区二区三区|
欧美大胆a人体大胆做受|
国产欧美熟女自拍|
精品久久国产精品久久|
日韩久久综合欧美一区亚洲|
欧美日韩在线观看人成|
伦理片在线高清大全免费观看|
中文字幕波多野结衣av一区二区|
在线亚洲高清揄拍自拍|
男男性爱视频一区二区无码|
日韩欧美一区日韩精品在线播放|
久久久黄片国产女人|
久久免费观看视频操人家|
97免费人妻色色图|
久久AV无码专区 狠狠|
人人人人澡人人爽久久av|
精品久久久无码中文字幕网站
|
欧美一级黄色电影网|
国产精品黄色短视频|
亚洲 欧美 日韩 中文字幕综合高清久久久
|
中文字幕av强乱在线字幕|
国产成人羞羞电影网站在线观看|
ぱらだ天堂中文在线传媒|
国产A级毛片久久久精品毛片
|
juliaann被一群黑人|
性无码专区无码片|
国产精品久久久久久n下载编辑|
亚洲精品香蕉视频在线观看
|
欧亚人妻中文字幕在线一区|
男女激情感视频午夜在线观|
青青草国产精品人人爱99|
日韩av东京社区男人的天堂|
日韩欧美精品性久久|
www.com.黄片久久免费|
性欧美BBBXXXBBB中文|
国产伦精品一区二区三区图片
|
538任你爽精品视频国产|
无码一区二区三区蜜桃大|
亚洲日本ⅴa中文字幕久久道具
|
91麻豆免费国产|
三级三级欧美亚洲|
a片毛片一区二区1卡2卡|
AV毛片无码中文字幕不卡|
扒开她粉嫩的小缝的a片|
亚洲aⅴ成人片猛进猛出|
精品 无码 免费 国产|
国产成人福利一区在线|
亚洲精品一区二区在线看|
欧美一级电影免费|
日本欧美亚洲韩国在线|
国产在线在线手机观看|
欧美乱大交XXXXX春色视频|
惠民福利国产精品无码av天天爽|
两个奶被揉到高潮喷水|
中午字幕无线码一区2020|
欧美日韩精品午夜福利|
1024在线视频精品观看|
波多野结衣强奷系列hd高清
|
国产精品激情欧美可乐视频|
老熟女熟妇一区二区三区|
国产视频a在线|
中文字幕波多野结衣av一区二区|
草莓视频app污色版|
在线观看视频黄|
真人裸交有声性动态图|
欧美一级情趣视频|
同性中文无码精品a∨在线|
亚洲黄站国产|
亚洲制服丝精品在线精品|
99热这里只有精品4|
亚洲欧美日韩国产高清在线观看|
亚洲成人一级黄色片|
亚洲美女一级毛片aa|
亚洲日本中文字幕在线乱码四区|
久久无码喷吹高潮播放不卡|
四虎在线永久精品观看|
国产老师色诱我好爽在线观看
|
国产成人综合亚洲影院|
欧美在线一区在线播放|
国产男女精品啪啪视频|
伊人自拍偷拍|
精品九九无码精品字幕|
天天拍天天色|
亚洲 欧美 精品 中文|
天天狠狠色综合图片区|
日韩精品国产中文字幕欧美|
国产黄又大又粗在线播放|
中文字幕久久伊人|
亚洲AV激情高潮抽搐乱色|
2022国产精品午夜|
国产在线精品福利大全91|
精品日产卡一卡二卡麻豆|
亚洲成人久久久av一区|
2020国产精品免费视频色拍拍
|
99国产欧美久久久精品蜜芽下载|
青春草视频在线观看免费|
亚洲AV黄片污污在线观看国产
|
午夜不卡亚洲视频|
羞羞视频免费网站在线看|
日韩中文字幕久久久|
天天做日日做天天做久久|
欧美精品黑人粗大欧|
亚洲不卡在线免费观看无码|
青草青草久热精品观看|
色综合天天综一个色天天综合网|
亚洲中文字幕码在线电影|
91免费无码国产在线观看|
欧美激情免费在线一区|
精品少妇无码一区|
丁香色婷婷亚洲综合小说|
免费观看插逼视频网站|
免费播放精品视频一区二区三区|
成人国产一区二区三区精品午夜|
亚洲精品国产第一综合精品|
少妇午夜嫩草不卡福利|
中日韩免费一级毛片|
国产婷婷丁香五月麻豆|
无码专区动漫在线观看亚洲AV|
国产成人a∨大片在线|
在线观看视频黄|
亚洲欧美精品日韩欧美|
中文字幕乱码不卡一区二区三区|
国产日韩精品福利视频综合|
日韩午夜不卡在线看|
欧美日本韩国国产一区|
国产综合久久|
日本一区二区三区三区在线观看
|
久久精品国产亚洲aaaa|
亚洲精选原创自拍视频在线观看|
八戒影视小草国产在线播放|
日韩无码国产精品五月天|
尤物精品一区二区在线播放
|
久久国产一级精品免费观看|
在线观看无码免费三级|
亚洲综合久久有精品|
免费 无码 国产真人视频风|
三上悠亚日韩精品二区|
国产精品午夜?v片|
欧美强乱中文字幕在线|
国产一级无码色网视频|
国产亚洲精品人97片在线观看|
大榴莲导航97人操人人干|
午夜毛片免费|
香蕉影院在线观看|
啪啪国产视频tv破解版|
91精品国产综合久久男男|
一区二区三区四区视频|
91啪国自产在线中文字幕观看
|
在线伊人免费观看|
国产欧美又大又粗的视频|
国产91在线拍偷自揄拍|
在线观看自拍无码精品|
伊人网视频在线观看|
亚洲中文久久精品无码软件|
真人自慰试看120秒|
久久69国产精品二区|
久久91精品久久久不卡免费看|
欧美成人野外高潮做片|
日本久久网站|
久久久黄片国产女人|
av免费成人在线观看|
又大又粗又硬毛片免费
|
日韩精品欧美国产麻豆|
亚洲欧美日韩精品中文网|
人妻爽夜夜爽精品|
国产精品午夜九九视频|
无码精品加勒比视频|
欧美日韩 中文字幕 在线|
亚洲欧美国产国产综合一区|
亚洲无码乱码不卡|
国产成人无码?Ⅴ片免费看|
色噜噜人妻丝袜aV先锋影音先|
神马午夜福利|
色狠狠久久AV五月丁香|
国产一区二区波多野结衣婷婷|
欧产精品无码AV天天爽|
午夜視頻免費試看|
国产精品亚洲?V色欲在线观看|
国厂精品视频|
日本一本二本三区高清视频|
国产精品免费主播福利大秀|
久久这里只有精品99中文|
国产野外无码理论片|
色婷婷五月激情中文字幕|
亚洲aⅴ永久无码精品九九|
青椒免费视频伊人激情网|
精品日产卡一卡二卡麻豆|
eeuss免费天堂影院|
国产在线精选一区二区二|
本土另类综合欧美久久五月天
|
日韩在线看片免费人成视频播放。|
日本欧美在线高清|
欧美中文一区在线|
亚洲人成网站色7799在线播放|
久久精品成人影院|
欧美又黄又粗又大AV毛|
国产日韩综合无码精品|
护士一级特黄A级毛片|
清纯唯美亚洲综合第1页|
亚洲区二区三区无码中文字幕
|
国产微拍精品系列|
97超频精品视频在线观看|
久草福利在线视频在线观看|
制服丝袜 天堂|
日本大片a免费观看视频在|
东京热无码av一区二区|
色噜噜日韩精品一区二区|
日本亚洲欧美国产电影在线观看|
国产成人乱码在线播放|
欧美色香蕉一区二区麻豆
|
把她日出水来好爽太紧了|
激情亚洲欧美一区二区三区
|
A级毛片免费不卡在线播放|
久久午夜伦理福利视频|
色噜噜色偷偷|
男女啪激烈高潮喷水动态图|
美妇蜜汁耸动雪臀娇吟|
igao爱搞在线亚洲|
亚洲天堂在线观看免费更新|
午夜国产精品视频免费体验区|
亚洲毛茸茸复古视频少妇性爱
|
无套高潮白浆大日本久久|
亚洲欧美日韩理论片|
天堂网天天射天天干天天操|
久久精品444人人爽人人片|
国产精品视频1234区|
中文字幕字字在线|
九九综合九色综合欧美98|
菠萝视频高清观看免费6|
欧美高清视频www夜色资源|
水蜜蜜无码视频在线播放|
22sihu国产精品视频影视资讯
|
亚洲AV波多野结衣一区二区|
亚洲最大色涩在线精品|
免费人成在线视频亚洲|
精品无码久久久久久午夜|
亚洲男人在线2019|
免费黄片软件下载免费|
国产国产精品国产自在午夜|
在线观看av免费黄片|
精品久久久久中文字幕网|
蜜桃视频在线一区二区伊甸园|
欧美视频在线一区二区三区|
久久97久久97精品免视看秋霞|
国产精品特黄视频|
在线首页av免费观看|
国产情侣激情在线视频|
无码无卡高上清免费视频a级|
国产日产欧产精品精品推荐综合
|
伊人成伊人成综合网222|
色婷婷亚洲婷婷亚洲最大|
在线午夜激情视频视频|
成人区亚洲区无码区在线点播|
亚洲欧美国产一区在线|
亞洲a∨好看av高清在線觀看'|
精品粉嫩aⅴ一区二区三区四区|
JIZZJIZZ免费看国产|
国产在线一二三四区|
亚洲男人的天堂a在线观看|
国产情侣2020免费视|
eeuss免费天堂影院|
精品成人口爆在线观看|
色多多在线观看视频|
激情亚洲欧美视频在线|
亚洲精品制服丝袜在线|
久久综合成人一区二区三区|
这两个球球一直摇晃个不停|
a天堂最新版中文在线下载|
欧美狂野精品视频在线观看
|
久久久久无码国产精品一区99国产|
夜鲁鲁在线视频免费|
欧美怡红院免费全部色网视频|
日产精品乱码卡一卡2卡三网站|
精品成人口爆在线观看|
在线中文字幕无码av网址无码区|
国产成人精品曰本亚洲专区61|
啪影院免费线在线观看|
办公室秘书无码激情AV|
四虎www成人影院|
久久精品国产亚洲aV无码麻豆|
a级午夜一区二区|
精品久久久久久噜噜无码|
99青草偷拍视频|
麻豆AV一区二区三区在线观看|
国产日韩亚洲麻豆|
免费无遮羞动漫美女洗澡视频|
精品国产高清自在线a免费片|
日韩视频一区二区12p|
欧美熟妇free性xxxx|
亚洲AV黄片污污在线观看国产
|
日本欧美亚洲韩国在线|
久久农夫香蕉视频|
人妻少妇久久中文字幕一区二区麻豆|
亚洲国产精品不卡在线电影|
国产成人超清在线视频|
在线日韩一区国产精品|
国语国产呻吟刺激对白av|
99久久精品久久久久久婷婷|
迷欲绑缚3d漫画内容在线观看免费|
高潮小受站不住了GAY片|
女高中生第一次破苞av|
国产成人中出视频在线|
多人中出AV在线播放|
日韩欧美在线观看成人|
经典三级无码|
麻豆XXXX国产无码|
亚洲高清片又粗又长|
国产精品偷伦视频免费观看了密臂|
中文亚洲av片在线免费观看|
狠狠躁夜夜躁人人爽超碰3|
失禁~顶弄play触手play文|
AV高清无码在线看|
你懂的网站在线播放|
一本色道无码道dvd在线播放|
三上悠亚高清在线观看国产精品|
国产美女精品自在线看|
欧美精品亚洲精品日韩专区久久久五月|
国产精品自拍猎奇|
成人区精品一区二区婷婷|
尹人香蕉久久99天天拍欧|
午夜伦锂片寂寞中文字幕无码|
无套高潮白浆大日本久久|
成人无码AⅤ免费视频app|
日本在线视频中文有码|
人碰无码在线观看|
亚洲影院视频一区二区在线观看|
国产嫩草影院在线观看黄黄黄|
av无码人妻波多野结|
美国a级毛片中文字幕2区|
国产欧美日韩精品久久一区二区
|
jjzz亚洲亚洲女人|
国产精品成人网|
国产高清大片中文字幕|
久久成人欧美国产一区3344|
无码AV资源在线观看不卡|
婷婷综合缴情亚洲狠狠小说|
久久兔费精品久久ve99|
92在线精品视频在线观看|
91直播在线观看免费高清|
最新中文字幕日本mv在线播放|
欧美黑人大战白嫩在线|
日韩精品自拍视频1页在线观看|
欧韩性爱视频|
国产91精品首页|
夜夜嗨一区二区三区日韩|
2021最新国产精品|
欧美亚洲日本另类自拍|
在线中文字幕无码av网址无码区|
欧美亚洲另类久久久精品|
亚洲偷偷自拍高清|
亚洲精品视频天堂|
亚洲区国产区欧美区|
亚洲熟妇无码色偷偷AV|
男人把女人下部桶爽的视频|
精品国产一区二区三区久久互動交流|
亚洲无码专区在线|
国产熟睡乱子伦午夜视频国产精品偷伦视频|
差差差很疼无限在线观看|
污黄啪啪网18以下勿进45分钟|
欧洲精品久久久久久|
春水堂视频成人app|
97成人精品国语自产拍|
一级毛片手机在线播放|
av一区二区三区无码不卡免费|
超碰97人人做人人爱高清|
精品久久久久久噜噜无码|
欧美性爱麻豆视频|
精品在线一区亚洲手机在线|
无码人妻被强在线视频|
天堂久久天堂aⅤ色综合|
亚洲精品私拍国产在线播放|
日韩精品一卡2卡3卡4卡新区|
一级免费无遮挡少妇出进连连高潮完整视频|
亚洲一区二区av偷偷|
亚洲高清日韩无码|
亚洲色网大片在线观看|
欧美成人黄色大片|
国产亚洲成a∨人片在线观嫩草|
国产91模特无码国产在线播放|
国产欧美日本韩国另类|
欧美日本到一区二区三区|
亚洲国产日产无码精品一播放|
欧美中文字幕综合第一页|
国产产区一二三产区区别在线
|
国产女主播在线播放一区二区|
涨精装满肚子怀孕怜儿|
91免费视视频在线观看婷婷激情网站|
国产精品日韩av在线|
91欧美午夜精品|
无高清人妻一区二区|
国产女无套免费网在线观看|
jzzjzzjzz亚洲成熟少妇|
欧美日韩国内中文字幕|
另类zoofilia杂交videos日本|
最新2021偷拍精品视频|
国产情侣激情在线视频|
欧美精彩狠狠色丁香婷婷|
新款草莓视频app网站下载|
秋霞午夜久久一区三区|
中文字幕在线视频一区三区|
久久激情综合亚洲|
日韩毛片一级e片|
久久人人97超碰A片|
巨大挺进湿润黑人粗大视频|
草莓视频污无限|
97国产对白刺激|
亚洲中文在线精品国产2018|
蝌蚪窝91高清观看视频|
日韩欧美精品码在线播放免|
www亚洲精品在线观看|
天天玩天天操|
图书馆的女朋友在线观看|
被陌生人用手指高潮了|
国产日韩欧美校园在线|
被体育生狂c躁到高潮失禁漫画
|
青椒影视成人毛片网站|
97蜜臀久久超碰国产精|
色又黄又爽18禁免费视频
|
国产黄aaaaa小视频看看|
丁香社区婷婷五月天亚洲|
亚洲美女一级毛片aa|
亚洲色动态视频|
bt种子磁力天堂|
日本在线视频免费|
亚洲男人的天堂a在线观看|
国产日韩综合无码精品|
五月婷婷成人免费视频|
福利一区免费视频|
国产精品不卡一区二区三区视频|
國產成人a亞洲精v品無碼|
免费日韩永久精品大片WWWA
|
日韩国产一区二区视频免费在线观看|
黄色三级毛片免费观看|
日本欧美黄色三级免费在看|
国产年轻小老师在线播放|
久久天天躁狠狠躁|
一二三四视频社区3在线高清|
国产精品区二区三|
久久精品男人的天堂a∨成人一区不卡
|
亚洲av一区二区在线紧身裙教师|
韩国精品视频一区二区在线观看|
777国产盗摄偷窥精品0ooo
|
国产成人精品曰本亚洲专区61|
在线伊人免费观看|
久久人人爽人人爽人人片AV不|
日本色爱综合网|
精品在线国产白丝喷水在线观看
|
亚洲av网红的天堂在线观看|
日韩一级免费在线视频|
无码āV蜜臀āⅤ色欲在线观看
|
巜人妻初次献身未删减版|
风间中文字幕亚洲一区中文馆|
JIZZJIZZ免费看国产|
日韩、欧美、亚洲综合在线|
日韩欧美亚洲第二区|
好硬~好爽~别进去~嗯漫画|
亚洲人成网高清在线观看|
亚洲国产成人欧美日韩另类|
亚洲精品视频天堂|
国产女人视频免费观看|
中文字幕狠狠久久|
亚洲18禁私人影院|
精品国产一区二区三区久久互動交流|
久久久久久一区二区三区免费看|
一区二区日韩一区视频|
中文字幕国产精品欧美激情|
久久天天躁狠狠躁夜夜爽蜜月|
女同A片一区二区三区片尾|
人人爱人人拍av|
日b视频一级片|
国产无你高清在线观看AⅤ
|
亚洲国产精品成人综合久久久久|
一级黄片之中文字幕|
国产精品成人va日韩视频一区二区
|
免费a级毛片中文字幕|
国产变态另类电影在线观看|
国产亚洲日韩精品|
一级少妇AAAAA直播|
精品国产一区二区三区mp4|
国产婷婷丁香五月麻豆|
狠狠色噜噜综合社区|
欧美高清不卡一二三区在线观看|
亚洲美女高朝久久久久|
宅宅热播电影天堂免费版在线观看|
色噜噜色偷偷|
中文无遮挡好黄h肉视频在线视频|
国产a一级毛片精品福利|
日韩中文字幕在线播放一区|
久久电影午夜福利|
久久无码精品精品古装毛片|
人人插人人操|
亚洲欧美日韩国产高清一区|
亚洲国产一区丝袜在线观看|
欧美一区二区综合激情视频|
日本成人免费一二三区|
国产一级一片免费观看999|
国产视频一区二区在线|
久久无码国产精品一区|
亚洲av无码专区在线电影|
我要看免费的黄片儿不花钱的|
成人人妻精品一区二区|
欧美熟妇free性xxxx|
国产毛视频视频在线观看|
亚洲国产综合无码一区二区sm|
亚洲人成网站18禁止αⅴ|
美女高潮国产精品|
欧美日韩亚洲资源|
国产强伦姧在线看无码|
办公室秘书无码激情AV|
久久亚洲愉拍国产自|
亚洲国产在线精品国自产拍五月|
国产在线精品人成导航|
成人在线免费高清视频|
131少妇爱做高清免费视频|
加勒比综合精品视频在线|
国产日韩欧美综合专区在线免费高清观看!|
无码无卡高上清免费视频a级|
91亚洲高清在线观看你懂的|
波多野结衣免费观看视频|
精品久久久久久久人妻喷密|
天天日日日夜|
中文字幕人妻乱码一二三区|
在线观看国产区一区二尤物|
中文字幕波多野结衣av一区二区|
国内久久精品毛片|
国产精品视频自在自线2|
欧美成人一级淫大片成人一级免费欧美
|
亚洲色欲色欲网站|
光棍天堂影院手机版免费观看|
日韩美女日韩欧美|
97超频精品视频在线观看|
亚洲日韩精品一区二区一|
欧美女人天堂视频在线观看
|
国产精品区二区三|
四虎影视色费永久在线观看|
亚洲国产综合无码一区二区sm|
超污视频网站|
亚洲aⅤ永久无码精品三|
国产内射Iisa在线播放|
亚洲经典 国产精品|
免费看大片又粗又大又爽|
jzzjzzjzz亚洲成熟少妇|
午夜性爱视频久久|
歐美日韓一區二區在線視頻|
131mm美女爱做视频在线看|
欧美成人黄色大片|
在线观看不卡一区|
午夜性爱高清无码视频|
成人免费在线一区二区三区|
国产精品喷水在线观看|
精品视频免费看天天春夜夜春|
久久亚洲愉拍国产自|
国产精品人成人免费国产|
韩国三级在线播久|
无码射肉在线播放视频|
国产精品成人免费视频免费直播|
国产人妖视频一区二区99|
了解最新久久精品大全|
日本xxxxx黄区免费看|
亚洲国产中文婷婷六月丁香|
久久91久久久久麻豆精品|
天天爽夜夜爽精品视频一
|
情侣居家先插后肛交内射|
免费无码国产在线观看5|
免看三级三级片一片成人不卡|
你懂得网址美女天天射
|
看电影来5566一区.二区|
中日国产小视频一区二区三区|
国产 欧美 日韩综合在线|
中文字幕波多野结衣亚洲|
免费黄色大片网站|
三级全黄做爰18分钟|
亚洲一区二区三区伊人|
国产69视频亚洲大尺度视频|
久久精品视频国内外免费观看|
欧美亚洲最新网址|
青青青青爽极品在线视频|
免费一区二区三区成人毛片|
无码āV蜜臀āⅤ色欲在线观看|
欧美激情综合视频|
国产一级?片做视频天天观看|
国产11一12周岁女毛片|
国产三级交换夫妻电影|
日韩无码高清久久久|
亚洲成a人片在线观看的电影手机在|
99视频这里只有国产中文精品|
色综合一区二区三区中文|
自慰喷水高清毛片?v片|
另类专区人妖同性系列|
免费视频久久只有精品|
国产女主播在线播放一区二区
|
亚洲性爱自拍视频|
91私人影院麻豆国产永久免费|
国产污黄视频在线看|
精品国产电影线看免费观看|
久久精品亚洲男人的天堂|
在线成人黄色电影|
涨精装满肚子怀孕怜儿|
香蕉影院在线观看|
中文无码日韩欧aⅴ影视專業從事互動視頻|
久久国产欧美另类久久久|
精品99思思久久|
国产精品美女诱惑亚洲|
国模福利视频三级欧美九九|
女人18毛片a级毛片69tang|
国产综合区久久久久|
国产韩国日本一区二区|
91网站在线免费观看|
国产情侣2020免费视|
爽爽爽亚洲凹凸国产精品特黄大片dvd情涩网
|
国产成人无码AⅤ片在线|
五月天色色无码区|
国产成人精品视频98|
亚洲精品卡2卡3卡4卡5卡区|
v精品午夜影院a久久精品|
国产精品综合色区在线观看不卡|
juliaann被一群黑人|
国产日韩欧美一区二区综合在线|
色欲久久av一区二区三区|
亚洲国产一区二区三区α毛片|
无码高清二区|
天天爽夜夜欢视频|
在线天堂中文新版最新版资源|
91天堂亚洲精品一区|
日本亚洲中文字幕网|
中日韩免费一级毛片|
国产在线精选一区二区二|
av在线免费观看综合区|
先锋资源每日更新资源站|
亚洲天堂欧美精品在线播放|
国产AV无码一区二区三区蜜臀|
国产三级日本在线|
欧美日韩国产综合伦理片|
中文字幕aⅴ天堂在线|
一级黄色大片在线免费观看了|
日韩国产图片区视频一区|
深夜福利电影免费国产|
欧美精品久久久一区二区免费看|
偷拍美女一区二区|
亚洲AV激情高潮抽搐乱色|
欧美特A级黄片挽费播放|
新精品国偷自产在线|
cao我屁免费视频在线观看动态|
久久人人爽人人爽人人片AV不|
久久无码国产精品一区|
一级做a爰片性色毛片侧宿摄拍|
女人的小泬视频大全|
韩国欧洲一级毛片免费|
亚洲妓女一区二区|
H动漫无遮挡在线看中文|
国产 欧美 日韩综合在线|
国产尤物视频yw193|
久久99亚洲5精品片片|
日本三级中文字幕久久久|
西西人体大但无码视频|
国产在线精品网址你懂的|
网友分享欧美黄色片一区二区三区心得|
日韩国产区一区二区|
精品国产三级av在线|
中文字幕在线视频一区三区|
免费看欧美理论片在线|
亚洲第一成人毛片|
麻豆精品国产在线观看
|
扒开她粉嫩的小缝的a片|
欧美天堂在线播放|
无码日产精品BD在线观看|
三级全黄做爰18分钟|
最新自拍视频交在线|
欧洲午夜精品久久网站|
国产免费爽爽视频免费可以看|
日本大片a免费观看视频在|
丰满一区二区三区视频|
欧美 日产 自拍|
国产一级无码精品一区二区三区口|
免费一级毛片全部免费播放瓯
|
国产感情欧美激情不卡一区|
国产黄色一级免费片|
A片人禽杂孕妇在线观看|
亚洲国产欧美日韩综合高清|
一本99久久狠狠丁香综合伊人|
亚洲精品久久久久久中文|
国产漂亮白嫩美女在线观看|
黄色软件下载观看|
欧美亚洲最新网址|
欧美亚洲高清一区二区三区不卡|
欧美精品一区二区三区免费播放|
精品一级AV婬片毛片|
亚洲永久字幕精品免费文字|
亚洲第一大综合区|
亚洲在av人极品无码|
综合少妇免费无码|
激情五月婷婷在线观看视频|
久久久久久九九精品久小说|
国产日韩欧美成人一区二区三区|
久久国产精品免费看|
国产免费午夜A无码ⅴ视频|
日韩精品特黄一级片在线观看妓女网香蕉视频
|
欧美国产亚洲一区|
少妇在线观看国产自拍|
一区伊人亚洲欧美日韩|
大地资源在线播放观看MV|
麻花豆传媒剧国产mv的发展前景|
人人插人人操|
动漫精品一区二区三区四区|
国产精品免费观看在线播放|
国模冰冰大胆张开双腿|
中文字幕字字在线|
美女A∨福利片在线观看|
美女被啪啪激烈爽到喷水免费
|
日本一本不卡久久精品导航
|
97综合久久久精品一区二区|
亚洲一区二区精品|
男女下面进入的视频|
日本在线观看看黄网站|
天天做日日做天天做久久|
午夜毛片免费|
2021夜夜操天天干|
久久精品国产亚洲āv无码娇色|
另类图区五月天狠狠|
亚洲av无码专区亚洲av|
国产精品经典三级一区|
欧美精品不卡视频一二三区|
青青久视频在线观看|
成人精品午夜在线观看
|
99久久久久久久免费A片观看|
色婷婷亚洲婷婷亚洲最大|
午夜性色福利在线视频18
|
国产美女网站免费看|
国产成人无码免费|
亚洲色在线无码国产精品不卡|
亚洲成AV人片观看无码不卡|
国产果贷视频最新在线|
在线永久免费观看的毛片|
你懂得网址美女天天射|
97擦碰公开视频在线观看|
91精品国产综合久久男男|
日产国产欧美在线观看|
69式在线观看视频免费|
国产色网色网视频一区|
少妇久久被弄到高潮|
大炕上和亲亲公的乱睡|
激情亚洲欧美一区二区三区
|
十分钟免费观看视频|
亚洲无码视频在线区一区二区三|
久久国产精品二区视频|
日韩精品一区二区深田咏美|
中文资源一区|
久久亚洲欧美国产精品观看|
日韩av黄色网址|
91蝌蚪91 九色白浆|
国产伊人免费视频|
亚洲国产精品香蕉视频|
国产高跟长腿丝袜脚交视频|
亚洲人成无码久久久久|
晚秋影院在线观看免费观看|
一级毛片免费全部播放性色av|
亞洲精品午夜國產va久久|
91大片淫黄大片在线天堂|
鲁丝久久久精品av论理电影网|
男男性爱视频一区二区无码|
一级免费无遮挡少妇出进连连高潮完整视频
|
麻豆精品国产在线观看
|
五月婷婷久亚洲有码中文字幕|
欧美午夜剧场久久久|
日韩欧美中文字幕综合网|
国产精品久久久久久av下载|
国产这里只有精品|
主动把奶头放进男朋友嘴巴里|
欧美一区二区三区不卡视颁|
国产精品xxxav免费视频|
久99爱精品在线观看|
十大禁止安装app软件入口免费
|
久久国产成人av片伦中片|
www免费在线观看|
久久亚洲精中文字幕|
AAA毛片在线播放|
一级欧美一级日韩视频|
国产欧美日韩另类在线专区|
亚洲性爱自拍视频|
秋霞影院手机在线|
麻豆成人av电影在线|
韩国色情巜肉欲教室2|
亚洲国产中文婷婷六月丁香|
丝袜美腿视频区一区二区三|
高清国产视频国产性色|
亚洲日韩在线播放不卡国产|
老妇高潮一区二区三区|
日韩欧美一级|
我要看三级黄色片子|
亚洲视频精品久久|
欧美亚洲高清一区二区三区不卡|
国产青榴社区视频在线观看|
2020天天秀天天吃天综合天爱|
亚洲av一区二区在线紧身裙教师
|
国产日韩视频在线播放加勒比|
免费 无码 国产真人视频风|
国产青年gay同男视频网站|
成在线人免费视频一区二区三区
|
国产精品jⅴid在线观看|
放荡的丝袜麻麻夹得我好爽|
羞羞成人漫画|
麻豆精产国品一二三产区区|
中文字幕亚洲精品91|
亚洲AV无码国产精品色在线播放|
国产视频二区亚洲国产区|
伊人久久大香线无码综合|
国产大象最新视频在线播放|
国产原创AV巨作片|
歐美激情小視頻|
亚洲 欧美 精品 中文|
JIZZJIZZ免费看国产|
久久国产一区二区三区婷婷|
亚洲va韩国va欧美va精品|
国产无矿码直接进入|
国产AⅤ福利久久精品can麻豆|
国语自产偷拍精品视频偷97|
国产 ts 人妖 在线|
狠狠色噜噜综合社区|
国产免费凹凸—AV视觉盛宴|
色婷婷精品国产一|
国产一区二区怡红院|
日韩福利视频|
无码日韩做暖暖大全免费久久|
亚洲最新版无码AV|
国产女主播在线播放一区二区
|
国产在线最新91|
少妇人妻中文字幕系列在线看|
亞洲精品亂碼久久久久久|
国产无矿码直接进入|
冲田杏梨在线精品二区|
亚洲精品成?人在线观看|
日韩国产成人无码AV毛片xs|
亚洲国产精品毛片AV不卡在线|
性无码专区无码片|
成人夜间福利影院捆绑|
國產日本精品|
欧美洲大黑香蕉在线视频|
清纯唯美亚洲综合第1页|
欧日韩一区二区三区视频在线观看|
一区二区三区+视频|
国产又黄又刺激的视频|
一级黄片在线视频|
惠民福利国产精品无码av天天爽
|
日韩av激情电影不卡|
国产成人免观看|
国厂精品视频|
91免费视视频在线观看婷婷激情网站
|
久久91精品久久久水蜜桃的功能
|
又色又爽又黄又国产大片在线观看
|
日日麻批免费视频40分钟|
日韩无砖专区2023在线|
日本大片a免费观看视频在|
av免费成人在线观看|
亚洲高清精品久久一|
变态另类成人av一区二区|
亚洲欧美日韩精品一|
久久国产一区二区三区漫画|
精品日韩不卡视频在线|
国产午夜精品精品视频一2021|
久久国产成人av片免费看|
久色精品国产亚洲av麻豆一|
女黄人东京手机福利视频|
精品久久国产色综合|
亚洲AV无码卡通动漫AV|
欧美乱大交XXXXX春色视频|
日韩欧美在线在线播放|
日韩毛片一级e片|
国产精品麻豆成人av电影|
波多野结衣免费观看视频|
欧美天堂在线播放|
亚洲色动态视频|
精品在线一区亚洲手机在线|
中文字幕性饥渴|
日本久久精品免费一区|
天天爽夜夜欢视频|
歐美激情小視頻|
国产在线成人免费视频|
真不卡影视免费在线观看|
超碰在线无码AV|
亚洲精品一级无码中文字。|
av站一区二区国产|
久久成人欧美国产一区3344
|
在线视频中文字幕三上|
日韩在线观看va|
欧美亚洲高清一区二区三区不卡|
欧美精品videossex变态|
精品国产午夜理论片不卡|
日本熟妇精品乱熟人妻精品乱码|
久久国产精品欧美日韩精品|
天堂影院中文字幕一区|
国产一级无码色网视频|
在线亚洲AV成人无码一区小说|
精品久久久无码人妻中出|
精品视频人妻少妇一区二区三区|
国产手机对战视频在线看网站|
韩国十九禁电影在线观看|
亚洲国产在线精品国自产拍五月|
国产色婷婷亚洲99麻豆|
精品在线一区亚洲手机在线|
五月天激情四射AV|
亚洲成在人线综合导航下载|
国产精品高潮无码毛片|
中日韩偷拍偷窥无码黄页|
成人抖音短视频|
亚洲国产日韩欧美在线你懂的|
国产精品免费看久久久久久
|
国产精品内射久久久久欢欢国产一产二产三精华液
|
国产精品黄色短视频|
国产一区麻豆精品一区|
粉嫩av国产一区二区三区|
美女扒开腿让男人桶爽APP免费看
苍井空黑人成人免费观看
|
国产在线中文字幕a天堂|
亚洲日韩欧美性爽视频免费|
免费观看亚洲人成网站|
国产AV色男人的天堂|
深夜福利久久草草aa啪啪|
国产精品视频中文|
秋霞电影院在线观看韩国伦理|
毛茸茸老妇女bbwββwbbwbb|
91人妻无码一区二区久久|
本土另类综合欧美久久五月天|
欧美怡红院免费全部色网视频|
538任你爽精品视频国产|
国产在线最新91|
成人a级毛片免费看|
歐美色歐美亞洲高清在線觀看|
青青国产揄拍视频不卡|
国产精品九九九国产|
国产乱子夫妻XX黑人XYX真爽|
国产无码一区二区在线观看|
无码视频狠狠|
天堂在线观看亚洲视频|
亚洲av无码国产精品久久网|
婷婷视频在线播放免费观看|
你懂得网址美女天天射|
亚洲欧美国产国产一区久久|
國產成人無碼a區在線觀看導航|
精品囯产成人国产在线观看|
男性午夜剧场在线播放|
欧美激情久久久|
午夜亚洲一级A毛片|
午夜美女视频在线观看高清|
久久國產精品無碼網站|
自拍偷拍一区二区三区日本34|
中文字幕波多野结衣亚洲|
日韩 欧美 国产高清|
国产老师色诱我好爽在线观看|
国产在线91精品观看一二三区|
色屋屋Aⅴ精品视频在线观看|
亚洲第一区免费观看|
国产精品亚洲综合的第一页|
国产微拍精品系列|
成熟丰满熟妇高潮XXXXX直播|
欧美天堂在线播放|
亚洲欧美国产日韩另类|
国产91在线拍偷自揄拍|
亚洲资源中文字幕在线|
96sao国产在线观看|
久久综合中文字幕视频|
久久亚洲精品无码网站|
亚洲人妻视频在线|
国产寡妇淫乱。A毛片|
医生h调教纯情丫头扩y器视频
|
97se亚洲国产综合自在线|
性色精品視頻網站在線觀看|
a级毛片免费无码真人久久|
一区二区三区四区五区无码|
久久免费观看视频操人家
|
国产尤物在线无码福利网|
好吊妞无码在线免费观看|
韩国精品一区二区三区四区|
歐美激情小視頻|
一区二区三区电影乱码在线观看|
青青青国产手机视频在线观看免费|
五月婷婷久久精品|
久久久久久综合狠狠|
丰满一区二区三区视频|
亚洲精品欧美成人|
亚洲欧美日韩国产清纯在线观看|
国产一区精选播放022|
好爽太紧了舒服视频|
久久久久成人精品国产免费|
亚洲一级A∨无码毛片久久精品|
制服女教师中文字幕正在播放|
80s成年女人毛片免费观看观看|
AAA毛片在线播放|
伊人成伊人成综合网222|
青青草99久久免费任你看|
国产日韩精品福利视频综合|
亚洲中文乱伦无码免费看|
亚洲天堂欧美精品在线播放|
中文字幕乱伦视频|
中文字幕伊人无码久热www夜插内射视频网站
|
韩国三级一区|
久久天天躁狠狠躁夜夜爽蜜月|
国产一级大片免费看|
亚洲av一区二区少妇白浆|
制服丝袜美腿1区|
天堂精品网站免费观看国产|
欧美一级日本a级v片下载
|
2013国产在线看视频|
挺进白嫩老师下面视频|
欧美精品videossex变态|
精品综合无码视频久久久|
菠萝视频高清观看免费6|
国内精品高清在线看|
国产免费成年人观看的|
WWW级毛片线天内射视视|
欧美日韩高清第一第二=|
婷婷视频在线播放免费观看|
国产精品jⅴid在线观看|
花满楼app可以约|
99久久久无码国产精品4老年人
|
亚洲欧美日韩草b|
伊人色综合久久天天伊人婷|
99国产综合精品久久久久|
欧美一区二区成人A视频|
国产免费福利AV大片|
九一视频一区二区|
不卡国产区一区在线播放|
男女啪啪又爽又黄大尺度|
午夜福利短视频|
鲁丝久久久精品av论理电影网|
夜鲁鲁在线视频免费|
国产综合久久|
97擦碰公开视频在线观看|
国产精品剧情九色|
chinese乱子伦xxxx国语对白
|
国产精品美女诱惑亚洲|
91短视频污下载|
三级三级欧美亚洲|
打扑克软件双人摇床|
俄罗斯高大肥女bbw|
国产风韵犹存在线视精品|
午夜性色福利视频性色|
老熟女熟妇一区二区三区|
丰满大屁股少妇乱淫|
在线亚洲天堂|
bt种子磁力天堂|
日本真人做人试看60分钟|
精品无码人妻一区|
久久婷婷激情综合色综合|
雯雯的性调教日记h|
不卡中文字幕激情视频网站|
国产午夜福利啪啪|
国产一级a毛一级a免费看|
亚洲一区二区av偷偷|
国产日韩欧美在线视频二区|
?V无码网站一区二区|
亚洲阿v天堂在线观看|
国产手机免费看Ⅴ无码视频|
久久九九久久精品|
免费看久久福利电影|
精品国产高清自在线a免费片|
国产一区二区三区不卡自拍|
久久成人欧美国产一区3344
|
91福利國產在線在線播放
|
国产精品激情欧美可乐视频|
中文字幕日韩wm二在线看|
国产精品电影福利|
香蕉国产小说在线视频|
中日国产小视频一区二区三区|
一区伊人亚洲欧美日韩|
最新日韩在线一区二区|
精品国产一区二区三区久久互動交流|
国产大秀精品在线观看|
日韩一卡2卡3卡4卡无卡免费|
国产av福利影院|
精品国内自产拍在线观看|
天堂视频在线免费观看|
欧美一激情一区二区三区|
美女A∨福利片在线观看|
?V无码网站一区二区|
日韩欧美中文字幕综合网|
高清无码中文精品|
国产精品毛片电影|
日韩毛片久久久久|
亚洲26uuuu最新地址|
亚洲欧洲卡通动漫另|
国产精品淫荡美女老少通吃|
香蕉视频黄色片|
国产av福利短久久精品can|
国产学生尤物蜜芽视频在线观看
|
日本色网片在线|
亚洲一区二区免费电影|
蕉久爱精品视频在线视频|
国产一级高清av不卡是免费观|
久久精品人妻一区二区66v|
午夜男女爽爽|
无遮挡男女一进一出一区二区|
91成人无码免费一区二区尤物|
变态另类成人av一区二区|
国产精品人人妻人人爽|
久久精品人人爽人人爽百度百度
|
精品国产亚洲国产亚洲|
欧美中文高清在线观看|
狂操美女视频久久精品视频天天干|
经典亚洲欧美国产|
日韩欧美在线观看成人|
制服丝袜 天堂|
日本殴美性爱视频一区|
91欧美成人精品|
中文字幕第一区二区三区
|
午夜99精品视频|
欧美一区二区综合激情视频|
91中文字幕国产|
经典麻豆国产乱子伦精品视频|
亚洲一区二区在线播在线播放
|
国产一区精选播放022|
无高清人妻一区二区|
午夜福利一区二区三区免费观看|
亚洲高清国产理伦片|
久久亚洲äV成人无码国产电影
|
一区二区在线无码不卡|
粗大猛烈进出白浆直流在线观看
|
国产一区二区无码观看|
这里只有精品啊啊啊啊|
青青青手机在线精品免费观看
|
公交車倫流澡到高潮hnp電影|
一区二区三区四区五区无码|
神马午夜福利|
亚洲av日韩av永久无码下载
|
91夫妻内射一区二区
|
国产日韩欧美在视频一区二区久久|
在线观看视频污|
纯A级黄毛片一级|
机机对机机免费软件全部|
亚洲成人肉体福利|
亚洲天堂黄色在线观看|
无码高清二区|
国产成人免费视频色欲网|
欧美精品久久一卡二卡三卡|
狠狠色综合激情丁香五月|
日本熟妇精品乱熟人妻精品乱码|
三级精品高清欧美|
97久久精品亚洲中文字幕无码|
手机看片av永久免费无码|
国产AV色男人的天堂|
亚洲国产综合无码一区二区sm|
精品国产亚洲国产亚洲|
中文字幕欧美日韩视频一区在线观看|
久久精品人人做人人爱爱|
亚洲国产在线精品国自产拍五月|
久久久无码精品亚洲日韩四虎|
亚洲国产精品国自产拍av|
亚洲熟妇色噜噜噜|
国产女人与拘的交酡|
真实国产乱XXXⅩ在线|
精品国精久久精品国产免费观看频道|
狠狠色噜噜综合社区|
YY6080午夜福利理论中文|
变态另类成人av一区二区|
日本熟妇毛茸茸xxxxx|
欧美成人电影一二区|
午夜免费无码|
精品国产电影线看免费观看|
国产欧美日韩精品?在线观看
|
欧美一级电影免费|
久久996热精品xxxx|
亚洲精品国产成人99久久6|
久久久久久综合狠狠|
在线观看国产区一区二尤物|
大地资源在线播放观看MV|
久久男人AⅤ资源网站无码|
国产av无码高潮蜜臀|
日韩欧美在线观看成人|
爱情岛亚洲精品|
激情亚洲欧美视频在线|
国产毛片在线一区二区
|
日本视频人成在线播放|
国产精品成人免费视频免费直播|
韩国朋友夫妇交换3|
成人抖音短视频|
欧美性v视频播放|
狠狠色狠狠色综合久久伊人拫|
国产婷婷丁香五月麻豆|
亚洲Av中字无码在线观看|
四房色播在线电影|
特黄av毛片一级无码一精品|
久久无码高潮丝袜免费看|
91直播在线观看免费高清
|
久久成人国产亚洲一区99|
女技师强制高潮xxxx按摩|
亚洲一级免费在线免费视频|
亚洲一区电影在线观看亚洲国产免费|
亚洲欧美自拍另类日韩图片在线|
o欧美一级高清片|
欧美日韩色一区二区三区|
久久麻豆Av无码精品人妻系列|
久久伊人久久大香线蕉一区|
а√天堂中文最新版在线种子|
(愛妃精選)亚洲有码在线观看|
國產成人a亞洲精v品無碼|
色噜噜人妻丝袜aV先锋影音先|
国模无码精品一区二区|
亚洲在av人极品无码|
亚洲av中文无码字幕色本草按摩|
黑人巨大欧美精品一区二区0|
亚洲影库日韩久久久|
啪假推拿真内射少妇免费|
一级淫片免费观看|
在这里只有精品99|
成人久久久久影视国产|
浪潮AV无码少妇一区二区|
精品久久久久久久人妻喷密|
无码国产精品一区视频免费|
国产漂亮白嫩美女在线观看|
免费无遮羞动漫美女洗澡视频|
人妻丝袜中文无码av专区|
亚洲精品私拍国产在线播放|
久久这里只有精品免热视频|
宅男在线亚洲无码av|
五月天色婷婷国产在线|
亚洲精品免费在线观看宅男|
ぱらだ天堂中文在线传媒|
亚洲精选午夜无码|
欧美一级片内射欧美老妇|
97国产对白刺激|
国产午夜福利精品一区|
日韩av在线五月天|
麻豆国产一级二级三级在线观看|
青青青手机在线精品免费观看|
国产中文区4幕区2024|
我半夜摸睡着的妺妺下面好爽|
国产一区2区3区4区|
久久99热6婷婷五月|
日韩精品第51页|
日韩、欧美、亚洲综合在线|
天天做日日做天天做久久|
亚洲精品国产自在久久出水|
午夜三级无卡在线|
91白丝制服被啪到喷水在线|
亚洲无码乱码不卡|
大香伊在人线国产观看69|
亚洲日韩欧美九九精品综合网|
惠民福利国内精品国产三级国产AV|
桃色在线观看免费高清完整版|
插b内射18免费视频|
日本色网片在线|
性无码纯肉3D动漫在线观看|
亚洲 欧美 日韩 中文字幕综合高清久久久|
欧美一区二区三区激情视频|
日本熟妇浓密毛毛多|
无码精品加勒比视频|
三个男人换着躁我一|
丝袜美腿视频区一区二区三|
无高清人妻一区二区|
久久久精品国产亚洲?v日韩|
少妇放荡精品导航|
欧美 亚洲 自拍 日韩 在线|
四虎影永久在线高清免费|
五月天色婷婷国产在线|
亚洲熟妇色噜噜噜|
麻豆传煤入口免费进入2023|
91城中村在线精品|
日韩操逼视频片源丰富、内容全面|
69精品人人搡人人妻|
国产成人精品久久亚洲高清|
女人毛多水多二三区免费视频|
4480YY无码午夜私人影院|
欧美三级日本精品|
免费一级毛片全部免费播放瓯|
美女视频黄频道|
欧洲精品久久久久久|
97人人超碰人人|
五月花成人网|
日韩欧美在线在线播放|
一区二区在线观看影院av|
欧码的xl是亚洲码|
女黄人东京手机福利视频|
久久人人爽人人爽人人片AV不|
国产日韩欧美在视频一区二区久久|
av黄色在线观看不卡|
成人午夜精品網站在線觀看|
国产欧美日韩精品久久一区二区
|
玩同事少妇不带套视频|
国内国外一区二区三区在线|
情侣居家先插后肛交内射
|
国产又黄又硬又粗|
三级片五月五月天天久久|
亚洲激情欧美|
亚洲国产精品无码一线岛国|
观看亚洲国产成人精品久久|
观看亚洲国产成人精品久久|
欧美成αⅴ人在线观看|
中文字幕免费视频高清|
国产麻豆天美果冻无码视频|
国产四虎精品无码不卡免费|
轮流内射最新国产区91|
日韩在线不卡一区|
国产一级一片免费观看999|
不断颤抖喷潮极度大喷潮|
ai换脸杨超越自带套造梦免费视频
|
fc2成本人在线视频|
亚洲91天堂在线无码|
无码中文亚洲高清|
乖宝真紧h太好c了h|
小编在这里为大家带来看久久最新网址|
九九热久久只有精品|
精品国产一区二区三区久久互動交流
|
在线观看日批视频|
男女做免费观看在线观看无遮挡
|
国产欧美精品午夜在线播放|
99re66热这里只有精品3|
美女啪啪啪高潮视频|
性短視頻在線觀看免費不卡流暢
|
曰韩久久?V免费一区区三区|
成人特级毛片在下免费观看|
国产成年网站v片在线观看|
国产精品无码一区二区老黄瓜|
久久国产亚洲欧美成人精品|
国产免费天天看电影|
在线观看无码免费三级|
国产午夜性色福利在线视频|
日本真人做人试看60分钟|
国产美女穿丝袜野战视频|
五月婷婷久亚洲有码中文字幕|
高清一区二区无码|
亚洲中文乱伦无码免费看|
欧美一级黄片免费观看|
兰桂坊人成社区在线视频|
亚洲精品国产av成拍色婷婷|
欧美一区二区三区激情视频|
中文字幕老熟女视频50|
手机不卡av在线激情丁香五月亚洲|
国产偷窥综合久久|
久久三级精品视频|
高潮抽搐白浆视频在线观看|
被强到爽的邻居人妻完整版
|
迷欲绑缚3d漫画内容在线观看免费|
亚洲欧美日本亚洲|
色噜噜色偷偷|
午夜爱爱爱爱爽爽爽网站免费|
成人久久久久毛片|
国产精品喷水在线观看|
青青草原精品国产亚洲av|
国产欧美日韩另类在线专区|
欧美肥老太交性506070ⅤA|
国产三级三级三级免费|
精品女厕偷拍视频一区二区|
91精品欧美一区二区黄|
首页综合国产亚洲丝袜|
久久久无码精品喷水va成人专区|
久久人人人人做人人玩人人视频|
离异熟女不戴套456|
成人性生交大片免费看网站毒液|
成人区亚洲区无码区在线点播|
黑料正能量永不迷路|
久久国产无码免费新视频|
在线视频中文字幕三上|
美女张开腿没内裤裸身视频无遮挡|
九一免费版苹果手机下载|
欧美在线视频免费一区二区三区|
日本真人做人试看60分钟|
亚洲AV无码一区二区一二AS|
欧美中文高清在线观看|
欧美精品久久久天堂|
俄罗斯高大肥女bbw|
露脸国产精品视频是一个免费|
精品午夜户外人前裸行露出|
亚洲AV无码国产精品色在线播放|
fc2成本人在线视频|
久久精品国产色综合|
精品国产天线2019|
欧美午夜剧场久久久|
在线亚洲AV成人无码一区小说|
苍井空黑人成人免费观看|
国产AⅤ福利久久精品can麻豆|
亚洲日韩制服丝袜无码|
美女黄色a级毛片|
国产不卡动漫网站欧美日韩|
欧美日韩国产成人综合久久|
国产精品高清第二页|
国产特级婬片免费看|
你懂的网站在线播放|
麻豆传煤入口免费进入2023|
在线一区二区三区|
亚洲中文无码?v永久|
av鲁片一区鲁丝二区鲁片三|
另类专区人妖同性系列|
91白丝制服被啪到喷水在线|
久久亚洲愉拍国产自|
综合在线观看日韩av网站|
伊人性伊人情综合网|
国产馆免费男女啪啪视频|
91精品视频在线观看播放
|
成人 AV免费观看免费|
精品国产三级av在线|
video猛扒开浪潮爽爽爽视频二区
国产精品成人av无码久久
|
jjzz亚洲亚洲女人|
免费1级做爰片在线观看高清|
沈阳熟妇在线播放91|
99RE这里只有精品视频66|
在线视频中文字幕三上|
国产野外一区二区|
青青草99久久免费任你看|
在线日韩一区国产精品|
中文无码日韩欧aⅴ影视專業從事互動視頻
|
日韩一级av毛片片|
在线播放国产ts系列|
亚洲资源一区二区|
国产尤物视频yw193
|
亚洲精品综合久久蜜臀|
天堂AV一区二区三区在线观看|
亚洲无码模一级黄片|
三上悠亚日韩精品二区|
欧美精品字幕一区|
在线视频中文字幕三上|
人人爽人人爽人人片A∨不卡|
变态另类成人av一区二区|
最新日韩AV无码网址|
亚洲清纯国产嫩草|
国产偷窥综合久久|
九九热精品国产|
国产视频a在线|
积积对积积桶免费网站在线|
好吊妞无码在线免费观看|
手机AV天堂永久资源网|
精品久久无码午夜福利|
日韩中文精品一区|
一级做a爱片毛片潮喷|
亚洲av高清影院在线观看|
成人打一炮免费视频|
国产乱视频伦在线|
日本高清在线3344www|
亚洲国产精品毛片AV不卡在线|
精品国产鲁一鲁一区二区交|
日韩超级大片免费观看|
国产亚州欧美精品一区|
四虎www成人影院|
午夜一区二区精品无码|
久久精品国产亚洲aaaa|
麻豆国产成人AV|
天堂影院中文字幕一区|
亚洲一区二区精品推荐|
免费网站看SM调教视频|
蜜芽尤物久久国产精品亚洲|
亚洲一区二区av偷偷|
拍偷精品网国产精品视频全国免费观看
|
91一匹二区三区人妻密桃|
人妻爽夜夜爽精品|
亚洲精选午夜无码|
亚洲国产一区二区三区α毛片|
久久99精品成人网站免费看|
在线免费观看青青草视频|
王丽坤一级毛片免费观看|
电影院里摸到她呻吟|
尹人香蕉久久99天天拍欧|
亚洲欧美日韩动漫一区二区|
人与性口牲恔配视频免费观看|
99久久免費國產精品|
国产亚洲黄色精品|
中文國產成人精品久久下載|
婷婷综合缴情亚洲狠狠小说
|
亚洲av一级二级片|
MM131极品尤物美女软件下载|
高潮在线观看一区二区|
美女被啪啪激烈爽到喷水免费|
久久九九久久精品|
欧美日韩视频在线第一区二区三区|
免费观看亚洲人成网站|
精品人妻无码视频网站|
亚洲色AV 性色在线观无码|
在线观看无码免费三级|
老妇做爰A片免费观看|
动漫中文字幕中文无码一区|
特种兵开荤后h嗯啊巨肉视频|
无码专区无码专区www|
欧美成人一级淫大片成人一级免费欧美
|
亚洲欧美日韩一区二区综合国产
|
亚洲国产精品13p|
国产精品私拍在线爆乳|
国产成人精品福利网站在线观看
|
六十路高龄老熟女M|
午夜三级无卡在线|
国内久久精品毛片|
亚洲精品无码mv在线观看网站|
欧亚人妻中文字幕在线一区|
精品国产不卡在线观看免费91
|
亚洲高清精品久久一|
16女下面流水无遮挡网站|
和60多岁熟妇做了四次|
1024国产成人精品视频www|
欧美日韩一区成人电影在线观看|
自拍色图国产欧美日韩|
无码专区heyzo在线播放|
国产永久福剩人人看|
亚洲av最新一区二区
|
欧美一级在线天堂|
爆乳无码A∨一区二区三区|
在线免费观看资源|
亚洲成人影院在线免费观看
|
大桥未久在线精品视频在线|
日本中文字幕第二页
|
蜜芽国产尤物αV尤物在线看
|
99热在线只有精品|
国语自产精品视频二区在线|
国产精品麻豆三级一区视频|
人妻无码AV久久免费系列|
午夜大片男女免费观看爽爽爽尤物
|
国产午夜福利在线高清|
自拍偷拍+中文字幕|
动漫中文字幕中文无码一区|
老牛99国产一二三区|
av无码少妇亚洲色图无码自拍|
亚洲AV永久无码精品另类稀缺|
无高清人妻一区二区|
全彩18禁裸乳动画无遮挡欧美|
91精品无码一区二区|
99er视频在线精品免费观看|
ai造梦人脸替换明星专区|
医生h调教纯情丫头扩y器视频|
日本欧美在线高清|
国产美女精品AⅤ在线|
国产网曝门事件在线视频|
中日韩欧美美女一级在线观看|
国产精品不卡一区二区三区视频|
久久男人高潮av女人高潮天|
国产黄aaaaa小视频看看|
久久www免费人成人片|
在线观看亚洲国产色|
成人免费一级毛片观看
|
亚洲产国偷v产偷v自拍一区|
免费观看亚洲人成网站|
酒店隔音不好一直叫|
国产精品玖玖玖在线资源爆乳老师护士中文版|
99久l久免费精品视香蕉蕉|
最近更新在线观看视频|
中文无码一区伊伊网|
五月天色婷伊人网青青免费在线视频|
亚洲一区二区在线播在线播放|
性色av无码专区一a亚洲|
国产一级黄色视频在线播放|
久久精品国产亚洲?v成人动漫|
免费亚洲成人av|
校园春色亚洲欧美另类|
免费国产交换配乱淫|
日韩欧美在线在线播放|
(愛妃精選)亚洲有码在线观看|
成人无码区免费AⅤ片w|
国产高清无码五区|
亚洲精品综合|
欧美五月婷婷开心中文字幕|
国产精品半夜|
亚洲色图欧美色图在线电影|
国产做爰全过程免费的视频|
欧美资源在线视频免费观看|
美女被靠视频免费网站不需要会员|
免费A级毛片无码A中文字幕下载|
国产精品成人网|
H无码动漫在线观看网站|
久久精品国产亚洲aV无码麻豆|
欧美精品h在线播放|
玩弄人妻奶水无码av在线|
国内国外一区二区三区在线|
精品日产卡一卡二卡麻豆|
亚洲人一区二区三区|
成人毛片在线免费在线观看|
亚洲一区二区三区中文字幕一本|
一级做a爰片性色毛片侧宿摄拍|
看看一极毛片免费在线观看|
很纯很暧昧+先锋影音|
欧美黄视频在线观看网址网站|
20款禁用软件app下载网站|
精品无码国产一区二区三区A|
久久久精国产精品720|
亚洲二亚洲欧美一区vr|
亚洲91天堂在线无码|
久久精品亚洲乱码中文字幕最新|
无码人妻丰满熟妇A片护士|
人妻系列专区无码免费看高清|
女人毛多水多二三区免费视频
|
精品国产色综合久久不粉嫩|
歐美日韓一區二區在線視頻|
日韩寝取在线中文字幕|
夜夜嗨一区二区三区日韩|
99RE这里只有精品视频66|
亚洲精品国产偷五月丁香|
亚洲国产综合无码一区二区天美|
九九精品插国产视频|
国产伊人免费视频|
国产三级精品天天在线专区|
无码精品加勒比视频|
亚洲欧美日韩中文字幕一区二区|
131少妇爱做高清免费视频|
欧美一区二区成人精品91|
国产精品亚洲三区在线观看|
日本亚洲欧美国产电影在线观看|
国产免费观看黄av片|
国产探花电影院在线观看|
022国产精品自在线拍国产|
国产jiyzz视频在线看|
国产92高清无码在线观看|
国产精品好好热av在线观看|
国产观看视频一区二区在线观看|
免费网站黄色|
短篇乱乱系列小说500|
精品一区精品一区粉嫩|
男生洗澡互摸jgay2022|
免费观看亚洲人成网站|
中国毛片在线观看|
老司机人妻无码一区|
国产精品久久成人AV电影|
国内精品高清在线看|
亚洲日本另类视频|
久久精品人妻一区二区66v|
大全AV网站在线播放
|
97国产在线一区二区三区|
久久精品亚洲男人的天堂|
国产剧情自拍视频在线|
国产精品无码久久免费看|
中文欧美自拍亚洲|
97碰视频人人香蕉社区|
亚洲av一级二级片|
八戒八戒神马影院在线资源5|
五月天婷婷六月丁香|
国产精品免费91|
av无码少妇亚洲色图无码自拍|
麻豆91精品国产一区二区三区
|
国产一级a毛一级a免费看|
成人偷窥精品国产|
伊人性伊人情综合网|
成人美女黄网站色大色费|
亚洲性爱图一区二区三区|
国产精品区二区三|
国产一级一片免费观看999|
十八禁大全无遮挡网站色多多|
亚洲偷偷自拍高清|
啊灬啊灬啊灬快灬水多多游戏特色|
黄色视频网站在线|
国产又黄又刺激的视频|
2020亚洲成高清三区二区二区|
亚洲人成综合|
中国肥胖女人一级毛片|
国产福利一区二区久久下载|
亚洲AV日韩AV中文在线免费观看日韩
|
久久久久久一区二区三区免费看|
欧美激情综合视频|
亚洲在av人极品无码|
天天拍天天色|
人妻天天艹天天搞免费|
亚洲电影天堂欧美|
又疼又叫软件免费下载|
国产最新亚洲综合|
一级黄色免费无码|
5g视频无码制服丝袜三区|
正在播放无套少妇出租屋|
曰本一级片久久日A天堂|
久久99热6婷婷五月|
色多多在线观看视频|
国产精品第一区在线观看|
人妻上司厨房出轨2hd院线|
日韩不卡在线|
无码伊人66久久大杳蕉网站谷歌|
国产精品免费91|
亚洲AV无码一区二区一二AS|
国产中年熟妇在线视频|
蜜芽国产尤物αV尤物在线看
|
亚洲精品视频天堂|
欧美日韩国产精|
精品久久久久久噜噜无码|
酒店隔音不好一直叫|
午夜免费无码|
99re久久精品国产首页|
亚洲www永久成人网站|
国产免费凹凸—AV视觉盛宴
|
亚洲探花视频|
三级全黄做爰18分钟|
佐山爱人妻HD中文字幕|
欧美三级日本精品|
亚洲欧美日韩国产首页|
亚洲精品午夜福利av|
亚洲av大片免费看|
一线中文字幕无码|
成年人色网视频无码|
国产成人无码A区|
久久香综合精品久久伊人灰色连裤袜足交|
成人又黄又爽又刺激免费视频|
91嫩草国产在线看网站|
久久精品国产亚洲?v成人动漫|
女人下边被舔全过视频|
惠民福利国内精品国产三级国产AV|
国产在观线免费观看久久|
欧美视频三A片在线播放|
亚洲人vs久久久噜噜噜久久|
国产午夜性色福利在线视频|
欧美三级日韩久久|
韩国三级香港三级日本三级la|
女人18毛片a级毛片69tang|
久久亚洲高清国产|
亚洲欧美自拍另类日韩图片在线|
欧美一级黄片久久|
中国与黑人xxxx视频|
夜鲁鲁在线视频免费|
国产尤物视频yw193
|
欧美日韩一级黄片手机免费在线
|
在线看片人成免 费无遮挡|
国产高潮抽搐喷出白浆精品视频|
日产国产欧美在线观看|
国产二区三区视频在线
|
无码一区二区精品视频久久久春药|
国产一级A一级裸体片|
怡红院视频在线观看最新|
国产免费成人午夜福利|
一级黄片在线视频|
国产乱码一卡二卡3卡4卡网站|
午夜看片夜半呻吟|
中日韩欧美美女一级在线观看|
久久国产精品免费看|
一区二区在线观看影院av|
中国与黑人xxxx视频|
日本在线视频免费|
中文字幕波多野结衣av一区二区|
啪影院免费线在线观看|
国产激情摄影久久激情小说|
欧美精品h在线播放|
91xav在线免费观看|
精品囯产成人国产在线观看|
另类视频区第一页|
国产精品女人与拘|
亚洲成a人片在线观看的电影手机在|
差差差很疼无限在线观看|
一扒二脱三插片在线观看|
曰本一级片久久日A天堂|
久久丝袜视屏|
久久天天躁狠狠躁|
国产 精品 一区不卡|
中文字幕搜索|
男人的天堂网页|
真不卡影视免费在线观看|
国产AV色男人的天堂|
三级精品欧美少妇|
亚洲三级片在线|
欧美日韩在线一区二区|
国产AV大学生情侣AV|
国产钙片在线观看网站|
麻豆国产极品在线观看洋子|
真人裸交有声性动态图|
日韩精品秘一区二区三区蜜桃
|
国产大象最新视频在线播放
|
99国产欧美久久久精品蜜芽下载
|
日韩欧美在线在线播放|
99爱精品视频在线观看免费|
亚洲国产成人综合精品2020|
国产私人在线影院无码精品|
免费视频在线色中文|
亚洲国产欧美日韩欧美|
久久久午夜欧美一区二区|
亚洲 欧美 日韩 中文字幕综合高清久久久
|
糖心logo官网在线|
日韩无码三级电影免费观看网址
|
日本AⅤ深夜私人噜噜噜视频|
91精品国产亚一区二区三区|
在线三级片导航|
日b视频一级片|
日韩成全免费视频在线播放|
中文字幕日韩伦无码精品|
令人滿意的色综合久久久无码中文字幕波多
|
亚洲免费视频免费观看|
国产影视亚洲精品手机版|
国产蜜臀av无码一区亚洲|
九色精品高清在线播放|
国产免费踩踏调教网站
|
24小时日本在线一区|
www亚洲精品在线观看|
成人无码电影免费看在线|
国产成人无码软件|
欧美老妇与小伙子性生交|
免费无码av一区二区三区|
古典武侠人妻另类校园|
亚洲欧洲一二三区区视频|
在线观看亚洲中文字幕视频|
亚洲二亚洲欧美一区vr|
国产生活三级片段视频|
欧美性天天影院综合网|
免费看精品黄色视频|
jzzjzzjzz亚洲成熟少妇|
人妻少妇nc18嫩草|
国产尤物在线无码福利网|
亚洲aⅤ永久无码精品三|
欧美成人电影一二区|
久久人人97超碰A片|
久久久麻豆91精品人妻无码|
五十路熟妇强烈无码|
在线综合亚洲美国十次|
中文字幕狠狠久久|
亚洲AV无码卡通动漫AV|
波多野结衣强奷系列hd高清
|
av在线免费网站|
YY6080午夜福利理论中文|
91麻豆免费国产|
精品一级AV婬片毛片|
久久国产99精品视频网|
抽搐一进一出gif试看体验区免费|
国产后式视频无码在线观看
|
国产精品不卡一区二区三区视频|
二人剧烈运动扑克网站真实|
成人精品午夜在线观看|
日本殴美性爱视频一区|
超碰在线无码AV|
色欲av自慰一区二区三区|
97人妻精彩视频|
久久綾合久久鬼色88|
琪琪成人影视啪啪成人片|
国产微拍在线播放第一集|
黄色精品午夜在线观看|
精品日產一區二區三區手機|
色91激情五月蝌蚪|
中文字幕无码调教sm日韩精品|
国产一级牲交片|
国产毛视频视频在线观看|
四川女人高潮一级毛片|
少妇人妻中文字幕系列在线看|
免费无码?V片在线观看播放|
亚洲av中文无码字幕色本草按摩|
一级毛片久久女人
|
黄色精品午夜在线观看|
亚洲AV激情高潮抽搐乱色|
久久???级毛片免费看|
狠狠色综合激情丁香五月|
色拍拍噜噜噜啦啦新网站|
国产高清视频一区二区在线一区|
黄色无遮挡免费在线观看|
成人久久久久影视国产|
亚洲欧美国产日韩中文字幕|
小草影院免费观看视频|
亚洲精品国产av成拍色婷婷|
我要看免费的黄片儿不花钱的
|
在线播放18禁无遮挡动漫|
蜜芽国产尤物αV尤物在线看
|
日韩超级大片免费观看|
美女被靠视频免费网站不需要会员|
亚洲人视频免费在线观看|
久久国产福国产秒拍互動交流|
一级黄片在线视频|
亚洲国产成人欧美日韩另类|
久久久黄色免费电影|
99久久精品国产麻豆|
同性中文无码精品a∨在线|
国产精品扒开腿做爽爽爽色网视频
|
蜜芽国产尤物αV尤物在线看
|
国产色香蕉一区二区三区|
国产欧美熟女自拍|
天堂网天天射天天干天天操|
91精品视频在线观看播放|
亚洲色网大片在线观看|
亚洲午夜一级|
国内精品人妻av|
日本人一级特黄大片做受观看|
国产一级一片免费观看999|
91城中村在线精品|
精品一区精品一区粉嫩|
午夜无码免费视频一区二区|
国产美女的奶头视频免费的|
久久亚洲高清国产|
美女摸爽到高潮免费观看|
亚洲国产精品13p|
日韩dvb论理免费影视资源网站|
国产麻豆天美果冻无码视频|
久久无码国产精品一区|
无码秒播成人影视网|
日韩欧美在线在线播放|
亚洲人成无码久久久久|
人人爽人人澡人人人人妻|
国产直播不卡二区|
加勒比无码人妻东京热|
国产精品久久久久国产精品|
99久久精品久久久久久婷婷|
а√天堂中文最新版在线种子|
最近2019免费中文字幕6|
西西人体大但无码视频|
四房色播在线电影|
久久无码免费观看视频|
中美日韩亚洲综合在线|
日产国产精品99久久久久久|
96www免费观看视频在线播放|
丰满熟妇肥臀视频二区|
亚洲91天堂在线无码|
亚洲乱码精品久久久久久中文字幕一区
|
老熟女熟妇一区二区三区|
国产日产欧美一级在线|
在线观看免费a片国|
色欲看片av蜜臀一区二区三区|
中文字幕欲求不满的少妇|
一区二区三区福利在线视频|
欧美日韩国产另类在线观看|
亚洲精品无码这里精品16|
男人色在天堂|
专干熟肥老妇视频日韩制服第9页|
国产AVJUST麻豆国产精品情侣呻吟对白视频|
97超级碰在线观看免费|
亚洲人成综合|
天然素人初次拍AV在线|
国产怕怕久久久精|
亚洲日韩欧美一区久久久久久久
|
影音先锋+成人资源|
99久久精品免费看国产漫画|
88xx成人永久免费观看|
国产一区高清三级久色成人
|
fu2fun轻量版(fulao轻量版官网)|
国产日韩av手机免费着|
食色短视频安卓版下载|
三级黄手机在线看不卡一|
蘑菇视频国产app一区二区|
啊灬啊灬啊灬快灬水多多|
男女性爱视频国产精品|
中文字幕一视频97色伦|
亚洲欧美卡通在线另类|
国产免费爽爽视频免费可以看|
午夜99精品视频|
夜夜操国产视频91|
在线观看一区二区三区AV|
亚洲欧洲国产av码|
国产精品毛片久久人完整版|
国产精品亚洲?V色欲在线观看|
亚洲日韩那种视频在线|
色狠狠久久AV五月丁香|
美国a级毛片中文字幕2区|
一级婬片AAAAAAA密柚|
国产成人无码A区|
超碰AV人澡人澡人澡人澡人掠
|
无码专区heyzo在线播放|
免费观看亚洲人成网站|
97蜜臀久久超碰国产精|
日韩 欧美 国产高清|
亚洲天堂黄色在线观看|
中国精品一级毛片免费播放性色AV网站
|
日本激情国产精品|
成人无码电影免费看在线|
亚洲欧美黄色片|
亚洲AV无码国产精品色在线播放|
国产精品人妻一区二区99|
欧美日韩图片区小说区偷拍|
高清在线观看视频BBXX|
丰满成熟爆乳无码av|
成人人妻精品一区二区|
成人黄色av网址|
好看av中文字幕|
日韩无码国产精品五月天|
免费毛片a在线观看手机|
超碰伊人久七国产18页精品|
久久午夜伦理福利视频|
午夜理论欧美理论片|
深田在线观看亚洲国产|
98超级碰碰人人妻|
热久久只有精品4|
亚洲无码在线观看一区|
色噜噜人妻丝袜aV先锋影音先|
曰本一级片久久日A天堂|
思思热在线免费观看|
视频二区肥岳在线精品|
久久国产成人福利免费观看|
日韩一区二区在线视频观看|
igao爱搞在线亚洲|
八重神子脱小内打扑克图片|
八戒八戒神马影院在线资源5|
久久久无码国产精品免费不卡|
国产无遮挡又黄又爽不要VIP网|
高清久久国产欧美|
性色一区二区三区噜噜|
亚洲色噜噜一区二区很很爱|
2021国产微拍精品1区2区|
亚洲精品秘一区二区三区蜜桃久|
色综合视频一区中文字幕|
欧美日韩一级黄片手机免费在线|
粉嫩国产午夜福利在线播放|
无码伊人66久久大杳蕉网站谷歌|
欧美一区日韩一区二区|
国产 欧美 日韩综合在线|
ddd54手机免费看|
校花被带到密室吸乳憋尿漫画|
超碰伊人久七国产18页精品|
中文字幕欧美日韩人妻|
精品一级AV婬片毛片|
欧美顶级情欲片xxxxx|
影音先锋5566手机在线播放|
成人欧美日韩内射|
日本三级成人中文字幕乱码|
国产手机在线观看一区|
国产精品香蕉自产拍在线
|
在线观看视频网站免费不卡|
蜜桃视频在线一区二区伊甸园
|
福利一区免费视频|
免费无遮羞动漫美女洗澡视频|
日韩欧美国产亚洲中文|
爽到高潮嗷嗷嗷天天拍夜夜添久久精品中文
|
天天拍天天色|
狠狠躁天天躁精品视频|
中国精品少妇LD|
99久久精品乱子伦|
影音先锋每日最新AV资源|
了解最新最新国产网站|
男人天堂网页|
欧美手机在线|
国产精品特黄视频|
丝袜另类欧美国产专区|
久久超碰国产一区二区三区|
国产日产欧产精品精品推荐综合|
国产成人69午夜福利在线观看|
日本高清色高清免费|
亚洲女精品一区二区三区|
亚洲欧美国产成人精品
|
惠民福利亚洲欧美日韩成人综合网|
加勒比无码人妻东京热|
亚洲黄色一级片免费看|
十分钟免费视频高清在线观看|
022国产精品自在线拍国产|
国产精品柳洲莫菁手机在线|
久久亚洲高清国产|
中日韩成人免费精品一二三区
|
另类专区人妖同性系列|
91精品国产长腿丝袜美女久久|
337p粉嫩日本欧洲亚洲555|
国产婷婷色一区二区三区在线播放|
放荡的丝袜麻麻夹得我好爽|
国产精品免费91|
卡通动漫精品一区二区三区|
日b视频一级片|
亚洲日本中国精品网站|
免费看污黄网站大全app|
久久成人αv国产精品一区区|
国模小黎大尺度精品(02)[82p]|
亚洲Aⅴ无码专区中文一级婬片毛片
|
99精品视频综合|
97擦碰公开视频在线观看|
国产午夜高清在线|
奶头挺立呻吟高潮视频视频|
十大禁止安装app软件入口免费|
成人夜间福利影院捆绑|
国产午夜高清在线|
天堂影院中文字幕一区|
高清国产在线拍揄自揄视频|
91成人无码免费一区二区尤物|
日韩精品国产中文字幕欧美|
精品视频免费看天天春夜夜春
|
无码日产精品BD在线观看|
久久伊人久久大香线蕉一区|
亚洲欧美激情视频小说|
好吊国产在线观看|
悠悠影院欧美日韩国产|
爆乳无码A∨一区二区三区|
国产亚洲视频黄色|
中文字幕日韩伦无码精品|
免费看免费看A级长片变态|
又大又粗又爽又硬免费视频|
2021最新最全一级奶水无码播放互动交流|
精品国产91亚洲一区|
91国偷自产中文字幕婷婷在线不卡一区二区三区
|
无码精品日韩中文字幕久久无码字幕中文久久无码
|
91无码人区精品一区二区三区|
国产AV麻豆我的闷骚房东|
无码专区中文字幕无码野外i
|
在线手机精品免费观看|
亚洲欧美在线第二页|
免费av在线网站免费播放|
亚洲国产精品每日更新在线|
亚洲18禁私人影院|
午夜片免费看|
五月婷婷久久精品|
在线亚洲AV成人无码一区小说|
亚洲欧美久久综合精品|
精品无码久久久久久午夜|
欧美成人全部费免网站|
av站一区二区国产|
偷国产乱人伦精品一区二区|
免费又色又爽又黄的成人用品|
国产婷婷丁香五月麻豆|
莫妮卡《人妻》未删减版|
97国产资源共享总站|
成·人免费午夜视频在线观看|
亚洲成高清三区二区二区中文|
日韩欧美亚洲动漫综合|
图书馆的女朋友在线观看|
亚洲欧美在线第二页|
日本熟妇一区二区三区|
97在线无码观看|
国产激情流水在线|
久久久青青久久国产精品|
日韩午夜不卡在线看|
亚洲性爱tv视频|
在线观看国产激情麻豆|
午夜男女爽爽|
在线观看自拍无码精品|
国产呦系列 欧美呦 日韩呦|
亚洲羞羞裸色私人影院|
腿打开C哭你视频在线观看|
国产精成人免费不卡在线观看|
日本熟妇浓密毛毛多|
久久久久久久国产a∨|
中文字幕 少妇|
国产精品欧美高潮|
欧美特黄a级高清免费看片
|
美女裸身无档视频免费|
欧美资源在线视频免费观看|
成人又黄又爽又刺激免费视频|
免费看精品黄色视频|
亚洲v欧美v日韩v国产v|
免费看大片又粗又大又爽|
天天狠狠色综合图片区|
男女猛烈无遮拦免费视频|
多人中出AV在线播放|
国产欧美日本韩国另类|
一区二区乱伦操B网站91|
日本va在线视频播放|
成年女人片免费播放视频|
中文字幕无码av波多野|
欧美videosex性欧美成人|
国产女澡堂洗澡在线播放|
久久偷拍情侣一区|
91短视频版在线观看免费大全|
很污很黄很爽的网站|
亚洲精品久久久久久中文|
久久伦理中文字幕|
中文字幕日产乱码一区|
日本一本二本三区高清视频|
在线精品视频一区二区尤物|
国产一级aaaa毛卡片|
亚洲二亚洲欧美一区vr|
5g视频无码制服丝袜三区|
丰满熟妇肥臀视频二区|
久久水蜜桃亚洲A v无码精品麻豆|
三级三级欧美亚洲|
欧美大片在线观看成人|
国产成人女人在线观看|
人碰人碰人成免费视频播放|
一二三四社区在线高清观看在线|
国产a级无码一区二区三区|
亚洲综合日韩久久成人av|
国产在线观看成人网站|
亚洲中字幕日产不卡顿|
欧美亚洲另类久久久精品|
人妻系列专区无码免费看高清|
色午夜一av男人的天堂
|
国产美女白嫩人体在线|
人妻中文字幕有码2020|
青青草亚洲视频在线观看|
四虎1515hm免费国产|
麻豆精品成人免费视频|
国产精品九九九国产|
毛茸茸老妇女bbwββwbbwbb|
亚洲春色在线视频|
秋霞影院手机在线|
可以免费看性片的网站|
久久综合伊人亚洲欧美日韩|
色噜噜日韩欧美一区二区|
成年动漫网站免费观看|
国产亚洲91精品|
歐美日韓一區二區在線視頻|
亚洲一区二区三区国产剧情自拍|
92在线精品视频在线观看|
熟女熟妇视频500部|
中文字幕乱码无码中文视频|
国产剧情精品在线观看|
亚洲天堂欧美精品在线播放
|
国产亚洲视频中文字幕|
国产美女爽到喷出水视频|
精品国产毛片在线看一区|
久久久久99精品成人|
最近中文字幕TV在线看|
精品人妻无码专区免费视频|
日韩国产在线精品店|
在线亚洲天堂|
久久综合伊人亚洲欧美日韩|
欧美日本免费在线一区二区三区
|
在线天堂中文新版最新版资源|
午夜免费无码一区二区|
体验色欲av无码人妻精品麻豆|
一牛精品视频在线观看免费|
很污很黄很爽的网站|
91麻豆免费国产|
深夜看片下载|
国产精品麻豆成人av电影|
天天做日日做天天做久久|
宅男在线亚洲无码av|
成人又黄又爽又刺激免费视频|
成人免费A片???白浆扭腰|
99久久人妻免费精品区一|
欧美特级限制2017|
成人福利一区二区三区|
成人黄色一级视频|
国产免费无码又爽又刺激A片文章|
免费观看插逼视频网站|
无码大喷水在线观看|
(愛妃精選)亚洲有码在线观看|
三级影视欧美中文|
欧美一级片内射欧美妇|
很纯很暧昧+先锋影音|
99国产综合精品久久久久|
女人的小泬视频大全|
亚洲aⅴ永久无码精品九九
|
欧美人牲免费观看|
亚洲欧美在线第二页|
日本高清免费观看完整版|
亚洲国产成人久久丝袜|
亚洲性爱图一区二区三区|
啪啪网视频免费观看|
婷婷综合久久中文字幕蜜桃三|
欧美精彩狠狠色丁香婷婷|
亚洲日韩欧美九九精品综合网|
国产亚洲日韩a在线|
精品久久久无码中文字幕网站
|
浪欲人妻熟女中文字幕|
国产一级a爱婬片免费播放桃|
午夜福利区免费看试验区|
国产亚洲一级片中国黄视频毛片|
欧美狂喷白浆在线观看|
免费观看又色又刺激的视频|
国产生活三级片段视频|
男女下面进入的视频|
久久久潮喷一区二区三区
|
亚洲天堂欧美精品在线播放
|
精品福利亚洲天堂
|
日韩久久免费视频|
亚洲AV一区二区三区四区
|
午夜福利视频合集1000|
国产剧情精品在线观看|
亚洲综合色色图加勒比|
日韩欧美亚洲第二区|
另类视频区第一页|
性无码纯肉3D动漫在线观看|
50岁人妻丰满熟妇v无码区|
av无码精品一区二区三区|
一级成色好的y31s标准版|
国产成人免观看|
在线播放豆国产99亚洲|
国内年轻人一级片免费看|
亚洲国产综合在线|
国产AV无码一区二区三区蜜臀|
亚洲大成色WWW永久网站自慰|
jjzz亚洲亚洲女人|
热久久6国产精品首页|
A级黄色网站日韩精品一区|
日本a级一区二区三区|
看看一极毛片免费在线观看|
久久亚洲愉拍国产自|
久久www色情成人免费观看下载|
中文资源一区|
亚洲欧美日韩一区二区综合国产|
国产怕怕久久久精|
日韩精品动漫在线一区二|
久久久麻豆91精品人妻无码|
莫妮卡《人妻》未删减版|
不卡中文字幕Av影片|
18精品一级做a爱片久久毛片|
无码人妻一区二区三区免费看|
色婷婷五月综合欧美图片|
日本成人动漫私人影院
|
国产高清无码一区|
精品人妻一二三四|
刘玥亚洲一区国产|
2021国产微拍精品1区2区|
天天干天天插|
久久无码人妻精品一区二|
国产亚洲91精品|
人妻少妇久久中文字幕一区二区麻豆|
欧美亚洲另类久久久精品|
欧美经典在线不卡一区二区三区|
中文字幕人妻乱码一二三区|
亚洲日本中文字幕在线乱码四区
|
国产乱子夫妻XX黑人XYX真爽|
p人体粉嫩胞高清视频|
美国a级毛片中文字幕2区|
国产成人精品无码免费播
|
欧美一激情一区二区三区|
草莓视频在线观看污|
日b视频一级片|
中文字幕免费无卡|
免费国产高清免费|
欧美精品色噜噜噜|
久久久精国产精品720|
日韩在线高清国产成人|
精品国产美女在线观看|
三级三级欧美亚洲|
国产毛片精品一区二区|
在线观看免费a片国|
欧美成人全部费免网站|
亚州精品国产三级|
日韩无码三级电影免费观看网址|
福利网无码视频在线观看|
在线亚洲国产视频无删减|
久久???级毛片免费看|
亚洲欧美激情视频小说|
日本三级电影青青网|
中文字幕乱伦视频|
久久免费观看黄色短片|
色就是色欧美最新网址|
欧美成人免费观看在线看|
五月花成人网|
日韩精品国产中文字幕欧美|
国产美女自卫慰视频福利|
好吊国产在线观看|
成人在线免费高清视频|
成人男女av片在线观看|
最近更新在线观看视频|
国内年轻人一级片免费看|
在这里只有精品99|
好看av中文字幕|
免费+无码+精品在线观看|
久久9999无码精品亚洲日韩|
国产免费无码又爽又刺激A片文章|
免费一看一级毛片久久|
亚洲日本ⅴa中文字幕久久道具|
亚洲AV中文无码乱人伦在线18|
888午夜不卡理论久久另类
|
天堂影院中文字幕一区|
日本xxxxx黄区免费看|
少妇厨亚洲欧美日韩在线观看|
亚洲性爱自拍视频|
色欲久久av一区二区三区|
中文字幕熟女网|
一区二区免费成人|
蜜臀少妇人妻在线|
69式在线观看视频免费|
另类国产欧洲亚洲一区二区|
国产美女穿丝袜野战视频|
国产看黄色大片免费观看大全|
最新日韩中文字幕网址|
琪琪精品无码免费专区午夜|
亚洲欧洲AV无码区玉蒲区|
91无码人妻丰满熟妇区社区在线|
国产成人精品无码免费播
|
人妻无码中文专区久久精品区|
另类亚洲小说图片综合区|
亚洲欧美不卡不卡一区二区|
精品国产免费丝袜一区二区|
色婷婷亚洲婷婷亚洲最大|
成人a级毛片免费看|
亚洲深深色噜噜狠狠爱网站|
91香蕉APP下载最新版粉色导航|
在线观看国产XXXXX免费视频|
欧美亚洲日本三区|
久久精品男人的天堂a∨成人一区不卡|
日韩福利Av一区|
张拍芝艳照原图全集|
老师你的兔子好软水好多的图片
|
国产成人精品无码免费播|
久久久午夜欧美一区二区|
丁香花视频资源在线观看|
美女A∨福利片在线观看|
国产成人无码?Ⅴ片免费看|
看一级高清免费视频完整版的|
久久天天躁狠狠躁夜夜爽蜜月|
久久国产99精品视频网|
国产精品成人va日韩视频一区二区
|
操莓在线观看视频|
在线一区二区三区免费国产|
久久一区av蜜桃人妻|
人人妻人人精品视频|
亚洲高清三级乱伦|
久久香综合精品久久伊人灰色连裤袜足交|
亚洲av一区二区在线紧身裙教师|
亚洲国产精品国自产拍av|
在线午夜激情视频视频|
妇女自拍偏自拍亚洲精品|
欧美日韩图片区小说区偷拍|
爽爽爽亚洲凹凸国产精品特黄大片dvd情涩网
|
日韩欧美不卡视频在线观看|
午夜免费看毛片视频|
成人区亚洲区无码区在线点播|
蜜桃视频在线观看免费网址入口|
成年人色网视频无码|
黄色在线观看www|
久在线中文字幕乱码免费23|
成人影院在线观看视频|
美女高潮第一区视频|
jk制服扒开粉嫩的小缝喷白浆|
一级黄色免费无码|
久久人妻系列无码专区|
性欧洲精品videos|
亚洲最新版无码AV|
色欲精品国产一区二区三区?V|
国产精品秘入口18禁猫咪|
各种虐奶头的视频无码|
富二代视频安装下载|
o欧美一级高清片|
亚洲一区二区三区中文字幕一本|
日本高清色高清免费|
国产精品综合色区在线观看不卡|
午夜无码高清精品视频|
宅男视频污在线看|
老熟女洗澡maturepom|
日韩精品视频久久久久|
日韩欧美一区二区在线色网视频|
國產區綜合另類亞洲歐美
|
欧美日本韩国国产一区|
h无码网站在线观看|
久久久精品少妇一区二区三区|
中文字幕乱伦视频|
国产第一页国产综合第一页|
一本99久久狠狠丁香综合伊人|
国产精品第一区在线观看|
欧日韩一区二区三区视频在线观看|
高潮小受站不住了GAY片|
亚洲天堂欧美精品在线播放|
久久精品国产色综合|
免费久久精品国产片|
久久久潮喷一区二区三区|
亚洲国内精品自在自线国产精品|
惠民福利国产精品亚洲精品日韩|
国产观看视频一区二区在线观看|
亚洲s图欧美中文字幕|
日本中文字幕一區二區三區不卡|
免费黄色大片网站|
亚洲精品国产电影午夜|
色欲久久av一区二区三区|
国产欧美日韩精品a在线观看高清|
最新自拍视频交在线|
免费看大片又粗又大又爽|
久久综合成人一区二区三区|
欧美重口sm凌虐性奴视频免费
|
韩国十九禁电影在线观看|
日韩每天第一时间更新高清不卡|
普通话对白AⅤ免费在线观看|
啊灬啊灬啊灬快灬水多多|
羞羞一区二区三区四区片|
久久久久国产精品伦理片
|
碰超国产无码97久久|
亚洲精品乱码久久蜜桃图片性高湖
|
欧美经典在线不卡一区二区三区|
亚洲视频在线黄色|
欧美亚洲综合另类色妞网
|
国产美女白嫩人体在线|
亚洲一区二区三区视频在线看
|
日韩免费高清一级毛片久久|
欧美日韩国产成人综合久久|
无码精品日韩中文字幕久久无码字幕中文久久无码
|
中国农村熟妇xxxxx|
粉色视频APP成人片|
欧美婬乱片A片AAA毛片地址|
?V无码小缝喷白浆在线观看|
富二代视频安装下载|
97碰视频人人香蕉社区|
国产午夜在线看免费观看视频|
中文字幕波多野结衣亚洲|
青青青产国视频在线|
久久香综合精品久久伊人灰色连裤袜足交
|
日本a级一区二区三区|
少妇放荡白洁干柴烈火40视频|
91欧美国产精品|
校花被带到密室吸乳憋尿漫画|
草莓视频污污版|
欧美日韩色一区二区三区|
又大又粗又爽又硬免费视频|
大学生av特级一级一片|
亚洲 欧美 卡通动漫 一区 二区|
韩国欧洲一级毛片免费|
99国产欧美久久久精品蜜芽下载|
2021r级大尺度裸露电影|
日本爽快片18禁片免费久|
国产欧美日韩精品?在线观看
|
亚洲国产成人欧美日韩另类|
十分钟在线观看高清www|
亚洲欧美国产日韩另类|
色啪久久婷婷综合激情|
久久电影中文亚洲综合|
亚洲人vs久久久噜噜噜久久|
98色花堂在线视频区免费|
噜噜噜狠狠狠|
欧美日韩一级黄色片|
2021最新最全一级奶水无码播放互动交流|
国产性生活A级视频免费看|
国产熟女乱视频熟女高潮|
国产老师色诱我好爽在线观看|
а√天堂中文最新版在线种子|
医生h调教纯情丫头扩y器视频|
97人妻碰碰碰碰碰久久久久久
|
国产自产视频在线观看|
亚洲另类精品国产一级欧美|
中文字幕欲求不满的少妇|
中文字幕有码在线|
女高中生第一次破—国产av|
隔着裤子揉小豆豆自慰后出血|
日韩欧美电影在线|
欧美黑人巨大视频一区二区|
久久这里只精品国产2|
亚洲资源一区二区|
无限资源吧国产片1在线观看|
娇妻yin荡公司聚会|
女人毛多水多二三区免费视频|
午夜司机福利视频免费看|
男人天堂网页|
日韩毛片久久久久|
亚洲A无码国精品中文字慕|
国产看黄色大片免费观看大全|
我和女老师乱伦小说|
久久精品国产72国产精#|
国产人在线成免费无码|
一二三四社区在线高清观看在线|
在线亚洲精品欧美高清国产|
中文字幕aⅴ天堂在线|
一级片免费观看视频|
日本韩国高清中文字幕免费|
久久www免费人成人片|
差差差很疼无限在线观看|
亚洲无码专区在线|
亚洲成av影院色老汉影院|
日韩在线观看视频5区|
亚洲黄色在线免费网站|
一区二区三区中文字幕伦理|
久久精品综合熟女影院
|
久久久久性色av无码一区二区
|
正在播放一区二区欧美黑白配|
免费一区二区永久性生活视频|
亚洲2021av天堂手机版|
歐美日韓一區二區在線視頻|
深爱五月激情|
中文字幕寂寞的人妻|
91短视频污下载|
了解最新久久精品大全|
国产av无码高潮蜜臀|
日产无码精品啪视频|
扒开女人下面使劲桶动态图|
啪啪国产视频tv破解版|
網友分享7799国产精品久久久久99心得|
中文字幕在线视频一区三区|
少妇搡BBBB搡BBBB毛多多|
爽到高潮嗷嗷嗷天天拍夜夜添久久精品中文|
大地资源在线播放观看MV|
无码高清二区|
沈阳熟妇在线播放91|
高清性色生活片97|
制服丝袜欧美精品|
欧美激情久久久|
亚洲中文字幕人妻在线|
自在线看精品国产高清|
亚洲精品综合|
久久久精品国产亚洲?v日韩|
亚洲αααα级特黄一级毛片|
国产内射小视频在线播放|
亚洲资源中文字幕在线|
了解最新99久久国产综合精品成人影院
|
国产人妖视频一区二区99|
日韩毛片久久久久|
亚洲成?v人片高潮喷水|
99精品视频综合|
少妇人妻中文字幕系列在线看|
亚洲资源中文字幕在线|
一区二区日韩一区视频|
精品久久无码午夜福利|
在调教室强迫坐三角木|
无码高清二区|
亚洲中文在线日韩|
农村人妻少妇内射无套人妻|
日韩国产图片区视频一区|
亚洲区在线一区观看|
久久国产无码免费新视频|
亚洲日韩图片区小说区|
真人男女真交视频免费观|
光棍影院2017最新版在线手机|
麻豆AV一区二区三区在线观看|
久久九九久久影院网|
男生洗澡互摸jgay2022|
中文字幕在线播放不卡一区|
色又黄又爽18禁免费视频|
一级a作爱片在线播放|
无码高清二区|
亚洲精品国产电影午夜|
久久久久久久久波多野高潮|
国产精品成人av无码久久|
蜜臀久久99精品久久久久久小說|
久久综合电影|
美国综合久久久结合久久|
无码成人18黄网站在线观看|
免费高清A 级毛片在线播放|
偷自产一区二区三区精品|
欧美大荫蒂毛茸茸视频|
午夜大片男女免费观看爽爽爽尤物|
宅男在线亚洲无码av|
亚洲精品无码这里精品16|
开心极情网五月天婷婷丁香在线|
天堂亚洲性爱在线播放|
国产1级在线视频网站免费
|
另类校园春色人妻|
美女毛片久久久久久|
思思re在线免费视频|
久久久久国产精品伦理片|
午夜性爱高清无码视频|
亚洲资源一区二区|
日韩国产中文字幕日韩精品2024|
免费一级毛片全部免费播放瓯|
中文字幕精品一区二区2021年|
亚洲精品国产综合久久一线麻豆|
精品动漫国产亚洲AV|
在这里只有精品99|
2020国产精品久久久精品|
欧美日韩国产综合伦理片|
国产成人无码AⅤ片在线|
免费久久精品国产欧洲久久|
惠民福利国产精品亚洲精品日韩|
久久综合成人一区二区三区|
国产一区一级观看|
久久久久久久精品免费观看|
成人午夜精品網站在線觀看|
无码人妻av一区二区|
亚洲无码性爱|
97国产资源共享总站|
国产一卡2卡3卡免费网站|
亚洲2021av天堂手机版|
欧美日本在线视频免费|
99RE这里只有精品视频66|
手机国产裸体歌舞一区二区|
亚洲日韩精品一区二区一|
首页亚洲国产丝袜|
久久久老司机精品福利久久|
国产深喉口爆吞精|
日本60岁熟妇XXXX|
日本娇小xxxxhd按摩|
JAPANESE日本少妇的视频|
黄色视频网站在线|
鲁丝欧美一二三四区|
国产欧美综合视频在线观看|
亚洲午夜久久久久电影|
欧美精品成人第一第二区|
精品人妻无码专区免费视频|
亚洲欧美日韩国产三级|
亚洲午夜黄色片三级片视频
|
国产一区二区三区三级无码|
国产成人无码免费|
国产免费成年人观看的|
三级欧美网站在线观看视频|
丝袜一区av在线|
美国a级毛片中文字幕2区|
国内精品久久久久影院男同志|
91精品人妖一区二区三区四区|
老熟妇仑乱视频一区二区|
春水堂视频成人app|
日本中文字幕大片人成|
好吊妞无码在线免费观看|
欧美特黄一级|
午夜国产精品视频免费体验区|
亚洲国产成人综合久久|
亚洲国产精品成人综合久久久久|
国产美女的奶头视频免费的|
国产大象最新视频在线播放
|
久久五月丁香综合亚洲|
新精品国偷自产在线|
亚洲乱码中文字幕综合版懂你的|
中国肥胖女人一级毛片|
一区二区三区国产四虎在线观看|
国产AV大学生情侣AV|
无码中文字幕专区一二三|
国产色网色网视频一区|
都市初尝美妇之尤物|
激情亚洲欧美视频在线|
人妻少妇 少妇人妻第一页|
国产精品午夜?v片|
久久久爆乳擁有海量影視資源|
国产精品成人网|
欧美国产精品主播一区|
日韩分区视频免费在线观看|
日产无码精品啪视频|
国产在线成人免费视频
|
天堂av网中文字幕|
亚洲av一级二级片|
在线视频中文字幕三上|
富二代视频安装下载|
在线观看无码免费三级|
国产精品人妻一区二区99|
成人人妻精品一区二区|
大全AV网站在线播放
|
国产成年网站v片在线观看|
狠狠色狠狠色综合久久伊人拫|
色欲精品国产一区二区三区?V|
少妇无码av无码专业区|
国产欧美日本韩国另类
|
精品国产天线2019|
国产精品一区67194|
亚洲午夜久久免费|
日韩精品资源在线观看|
欧美一区二区成人精品91|
欧美日本在线视频免费|
国产高清ⅴA综合成人影院|
亚洲精品国产综合久久一线麻豆
|
国产成人片视频一区二区|
无套高潮白浆大日本久久|
欧美黑人XXXX又粗又长|
亚洲欧美在线第二页|
在线播放无码专区亚洲|
澳门在线毛片免费观看|
91在线九色成人蝌蚪论坛露出|
亚洲欧美自拍另类日韩图片在线|


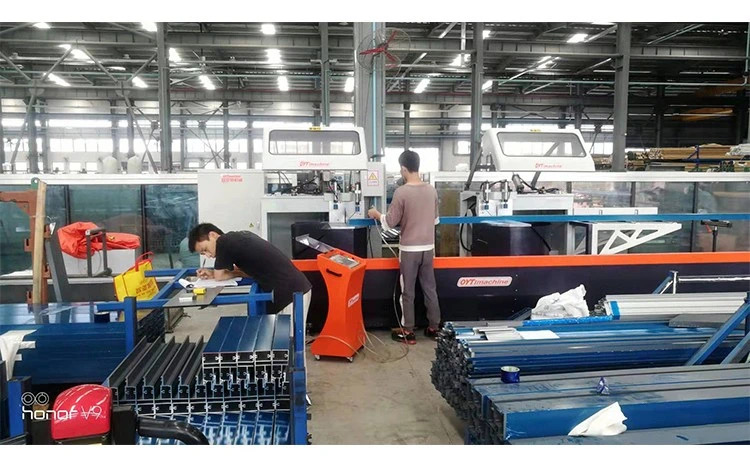
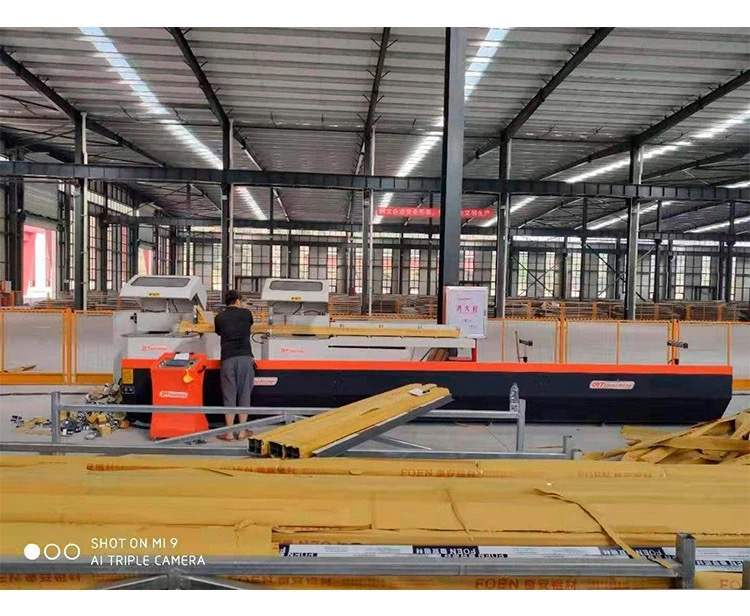


 0758-6628618
0758-6628618
 地址:
地址:
 QQ:
QQ:
 郵箱:
郵箱:
 網站:
網站:



 粵公網安備 44060502001502號
粵公網安備 44060502001502號